機械社區(qū)
標題: 磨臺階的這些技巧����,你會嗎��? [打印本頁]
作者: 一往冇前 時間: 2022-12-12 09:40
標題: 磨臺階的這些技巧,你會嗎����?
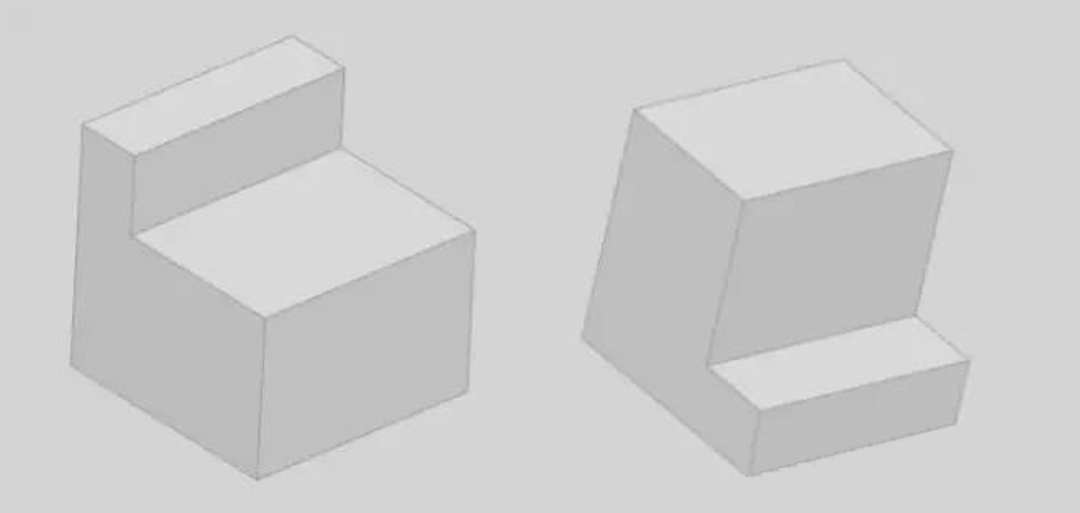
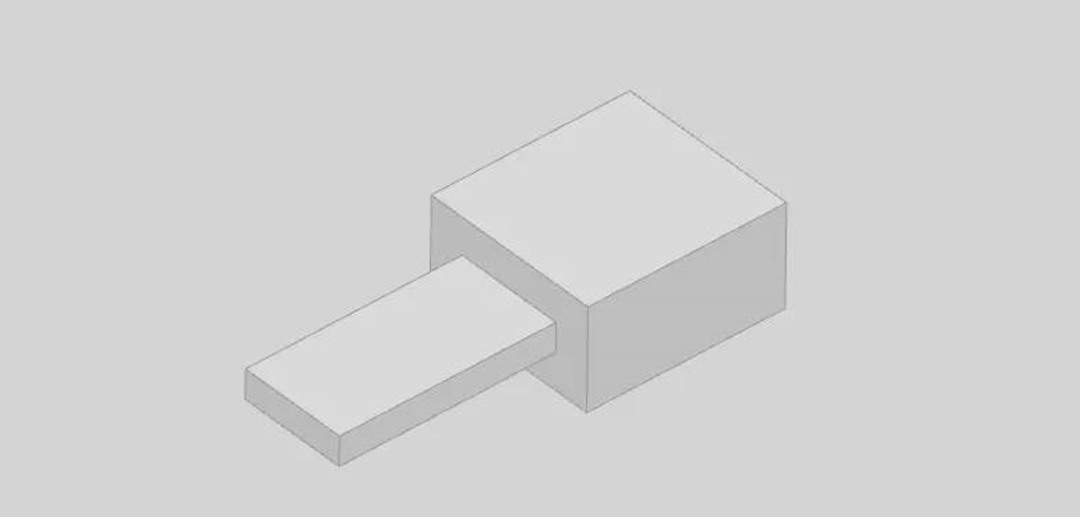
用平面磨床加工臺階并不難,需要注意的是����,臺階可以從2個方向磨,選擇從哪個面切臺階的依據(jù)是效率��。如下圖,同一個零件換了一個方向�,磨削的效率就不同了,聰明的你會選擇從哪個方向下手呢�����?
: t V1 T& `4 h& R$ o2 [
8 }% D& m7 x4 U. P
01
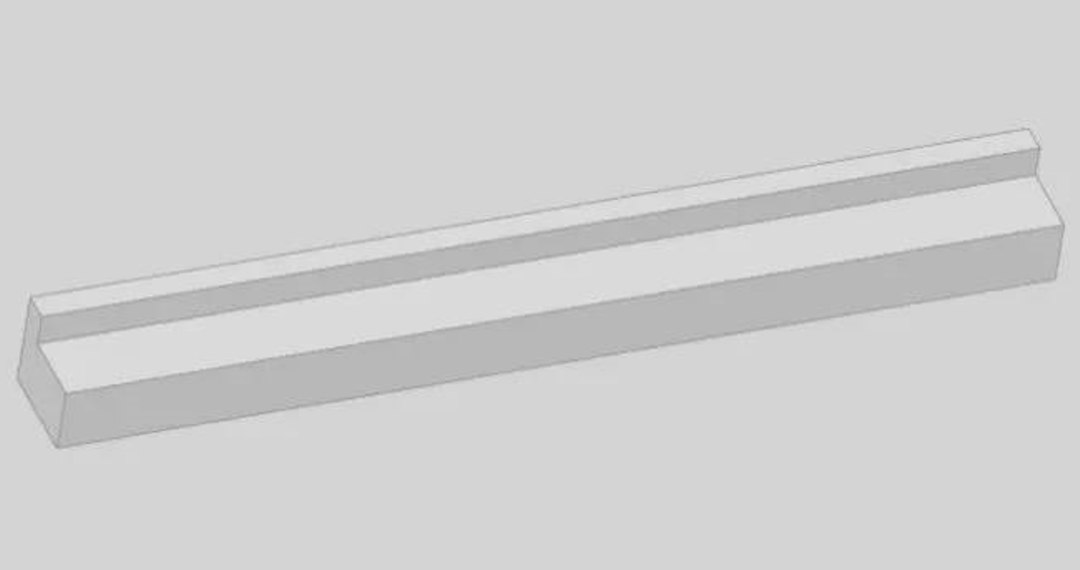
特別長的工件磨臺階
當工件磨削面積比較大��,加工時發(fā)熱量大��,容易變形�����,所以需要注意開粗����,需要選擇切臺階的方向����,精修的時候還要注意最好是不要側(cè)面底部同時磨,用粗砂輪躺著磨一個面����,再立起來磨另外一個面���,盡量避免用砂輪側(cè)面去磨削,最后換細砂輪清角��。
' h( z, n$ k' q& p8 @
8 b: R, g2 c/ l: ^& k9 v* t
02
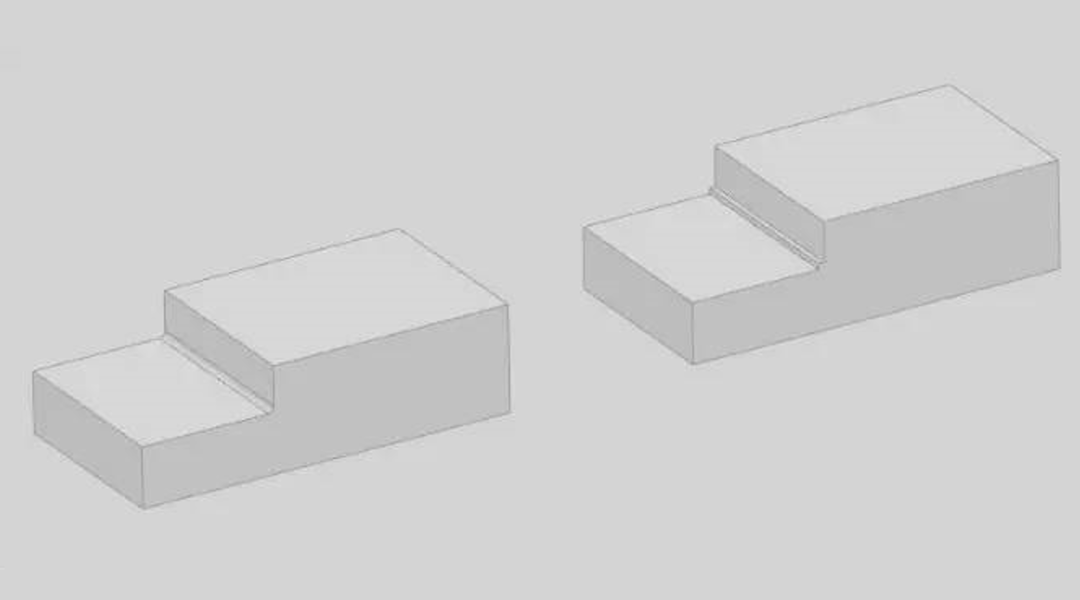
細小工件磨臺階
小工件經(jīng)常遇到才0.1mm甚至0.05mm的臺階���,磨這種臺階����,對不精密的加工來說���,可以任意加工��,對精密零件來說����,就必須清角��,設計時一般會注明需要清角使R小于0.03mm�,不管臺階多小,都要出來直位��,哪怕只有幾個絲��,一般的材料選用120K清角3-5次就能達到,對于硬度特別高的材料就比較麻煩��,比如DC53�����、SKH-9等材料����,就需要換用更細的砂輪比如360K來清角,次數(shù)也相應的需要增加����,檢查R大小的話,經(jīng)驗豐富的師傅是憑感覺和經(jīng)驗�����,做的時間不長的朋友可以用投影檢查��,投影數(shù)次后心里就會有數(shù)�。
3 P! q: j: w8 D- I9 ^0 ~' r
% B" B, N$ \2 s6 @. f3 `, _
03
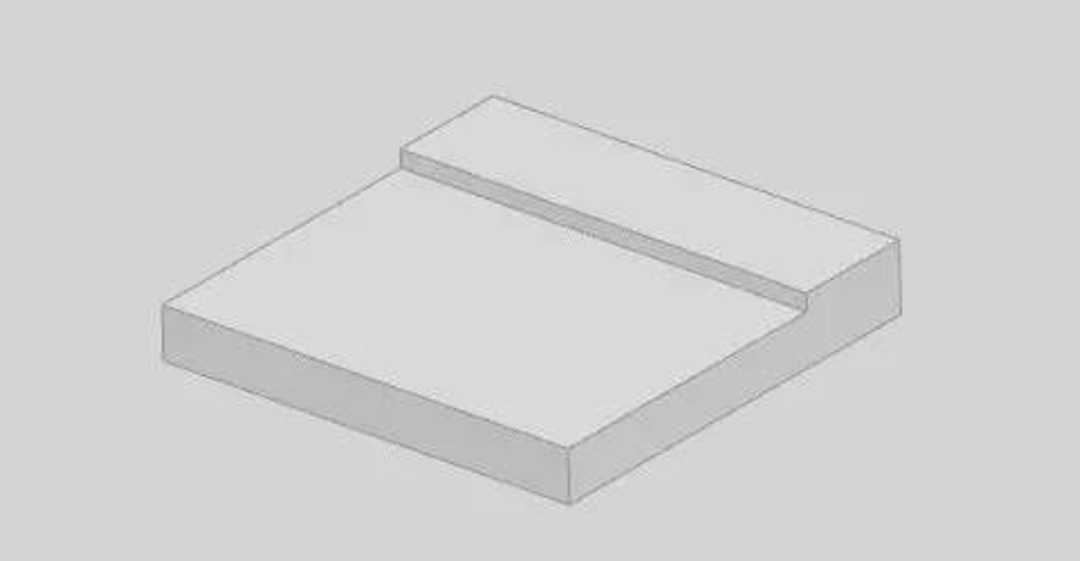
帶R的臺階
這種情況也非常常見����,需要注意的就是開粗的時候需要留出R的位置開出來一個臺階���,精修的時候修好R直接修到位就可以了,如下圖����。
) j4 c; a1 C- C
7 |5 p' b/ c+ C
04
四面臺階
這種類型的工件就需要注意各個面留一定的工藝臺,有些地方叫站腳�����,不然磨臺階精修的時候就沒有支撐點���,有變形的可能�,工藝臺不用留太多���,0.7-2mm都可以����,方便去掉工藝臺的時候不會變形�。
( q0 z7 z, K. `/ P+ z, _0 F9 h
作者: 武漢老虎 時間: 2022-12-12 10:56
學習了
作者: kayex 時間: 2022-12-12 12:01
退刀槽、砂輪越程槽����、倒角�����、圓角
作者: 牛大吉 時間: 2022-12-12 13:45
謝謝樓主分享�,受益良多 ) K r. m6 T+ p; {" u7 N9 d
) K r. m6 T+ p; {" u7 N9 d
作者: 星舟 時間: 2022-12-12 14:08
學習了
8 v9 G d3 t( `$ K% ~% p' R
作者: 林汐771k 時間: 2022-12-12 17:10
學習
| 歡迎光臨 機械社區(qū) (http://www.xa-space.com/) |
Powered by Discuz! X3.5 |