<pre id="ac4yk"></pre> |
|
<tfoot id="ac4yk"></tfoot>
| <pre id="ac4yk"><tbody id="ac4yk"></tbody></pre> | |
|
|
| |
|
| | |
| |
|
機(jī)械社區(qū)
標(biāo)題: 加工與裝配同步����,還能快換的結(jié)構(gòu) [打印本頁]
作者: 一往冇前 時(shí)間: 2023-2-27 10:19
標(biāo)題: 加工與裝配同步,還能快換的結(jié)構(gòu)
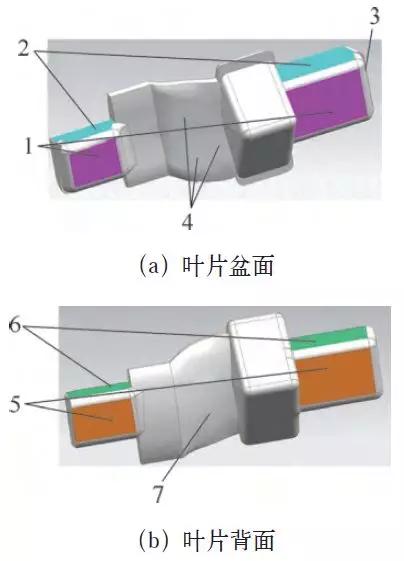
在生產(chǎn)中�,如何盡可能的獲取設(shè)備最大性能,提高利用率已經(jīng)成為越來越重要的需求��。下面的例子中�����,某葉片原本需要4套工裝才能完成的線切割工序�,通過設(shè)計(jì)快換結(jié)構(gòu)實(shí)現(xiàn)了加工與裝夾同步進(jìn)行。
7 ^# z, Y# s* [" z0 |# v
PART 01 設(shè)計(jì)要求6 G1 {" P) l& \$ d% h
' o/ a; b: e' O8 q+ v
6 ]. g1 C& D; ^ ?) p, w
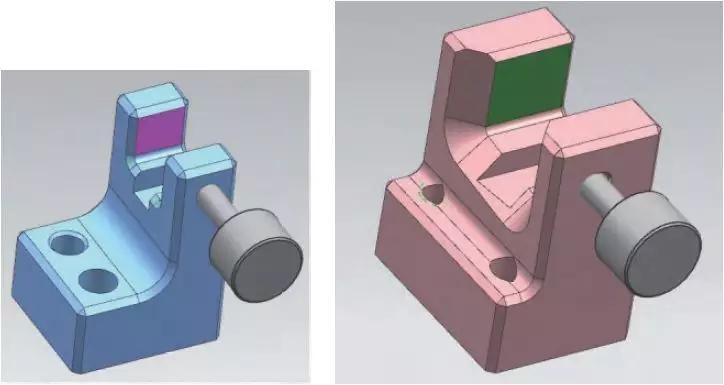
加工位置有1��、2��、5和6所指的4處���。定位基準(zhǔn)為盆面4所指的3處基準(zhǔn)點(diǎn)�,軸向定位為大端葉片3所指的基準(zhǔn)點(diǎn)���,壓緊面為背面7所指的壓緊點(diǎn)��。
' J& v1 \" S1 P. S/ F
圖1
' m5 g2 ~' O1 ^/ x: T: m
PART 02 設(shè)計(jì)難點(diǎn)9 T$ @$ f0 K4 a c: [4 z9 s
1 H) |* x4 a' d' u1 ~
方箱的定位基準(zhǔn)與葉片定位基準(zhǔn)統(tǒng)一����;保證夾具讓開毛料飛邊的問題;保證多個(gè)方箱相對于裝配夾具位置不變�����;保證方箱定位后的葉片中心線位置不變�。
' D$ y0 t3 m8 [5 m. c) X& I
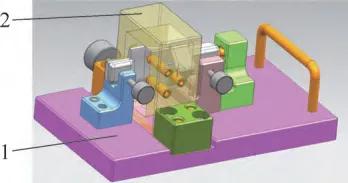
圖2 整體夾具結(jié)構(gòu)圖
! | W& d- X& ]- Z4 G& h
1.底座 2.方箱
$ u; l+ k0 s/ w: H$ C0 `3 N
PART 03 解決方案8 n7 B2 L8 t& |/ a! x8 Y
# u0 Y' G2 R2 r/ k( L" u4 Q" E; `
整個(gè)工裝夾具分為方箱定位的加工機(jī)構(gòu)和定位方箱的裝配機(jī)構(gòu)兩部分。采用底座上槽面與一個(gè)擋塊實(shí)現(xiàn)精密定位���;通過4個(gè)定位壓緊螺釘壓緊葉身型面����;夾具定位塊與方箱擋塊的精密定位距離來實(shí)現(xiàn)方箱與工件基準(zhǔn)統(tǒng)一�����;夾具2處定位工件的定位座給出2個(gè)槽和倒角讓開毛料飛邊��。
: _4 x7 k& P8 F" I; g; E% r$ @
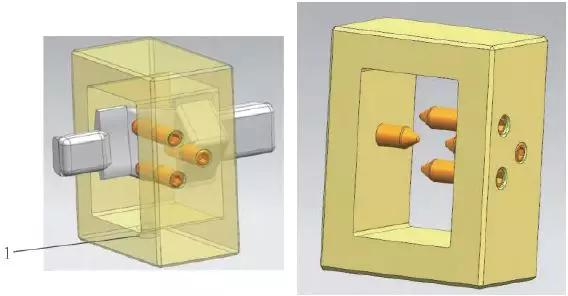
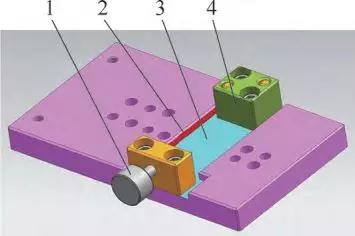
圖3 方箱定位機(jī)構(gòu)與防錯(cuò)孔
Z8 H2 b% d* b! |
PART 04 設(shè)計(jì)細(xì)節(jié)方箱定位的加工機(jī)構(gòu):方箱定位由3個(gè)定位壓緊螺釘對葉片盆面的3個(gè)基準(zhǔn)點(diǎn)進(jìn)行定位����,在方箱的底部有一個(gè)防錯(cuò)孔�����,壓緊由1個(gè)壓緊螺釘對葉片背面進(jìn)行壓緊。
# U1 ~+ T0 T& H+ F {/ f1 E
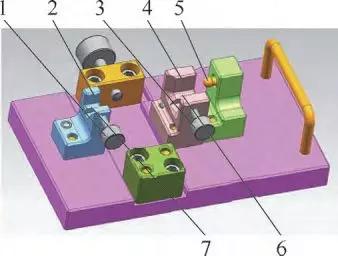
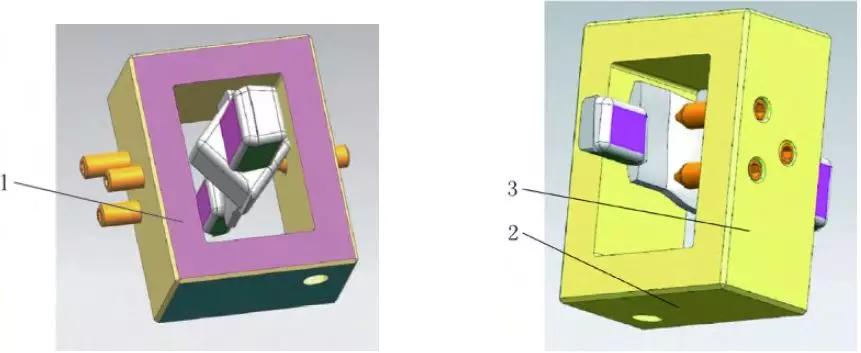
圖4 方箱裝配機(jī)構(gòu)
. T3 I: M2 O* h1 I% i+ b
1�����、3.壓緊螺釘 2���、4�、6��、7.定位面 5.定位銷
& b6 n, I$ n0 q- f2 I2 V
定位方箱的裝配機(jī)構(gòu):為了實(shí)現(xiàn)離線安裝找正工件��,采用裝配機(jī)構(gòu)安裝方箱�,葉片不僅與方箱定位,也與裝配機(jī)構(gòu)定位��,從而保證加工位置正確性�。裝配整體機(jī)構(gòu)包括定位壓緊工件結(jié)構(gòu)、定位方箱結(jié)構(gòu)����、壓緊方箱結(jié)構(gòu)。
/ o& y% R _% ?
圖5 定位壓緊工件機(jī)構(gòu)
! z2 e' l: H2 |! T
PART 05 夾具工作原理, i5 ?+ Z' b! a o6 C, x* P L
0 ?* ~! t4 x0 j8 x+ s(1)先將方箱套在葉片上,再將方箱及葉片一同放在裝配機(jī)構(gòu)上����,然后將葉片背面的兩個(gè)定位基準(zhǔn)面靠緊在兩個(gè)定位面上,并將葉片大端端面靠緊在圖4中定位銷上�,然后進(jìn)行方箱機(jī)構(gòu)的定位壓緊。
5 A. K% i X; f5 {0 U6 S, B
圖6 定位方箱機(jī)構(gòu)
! M$ F7 k$ U1 p
(2)松開壓緊可以將帶有工件的方箱從裝配機(jī)構(gòu)上拿下來��,完成方箱定位的加工機(jī)構(gòu)操作�。
9 K1 Q- k! ^: f' H4 A; ~! G
圖7 方箱與葉片分散機(jī)構(gòu)
, \) N- y( Q! e0 M- {# A+ P$ ^ m: z
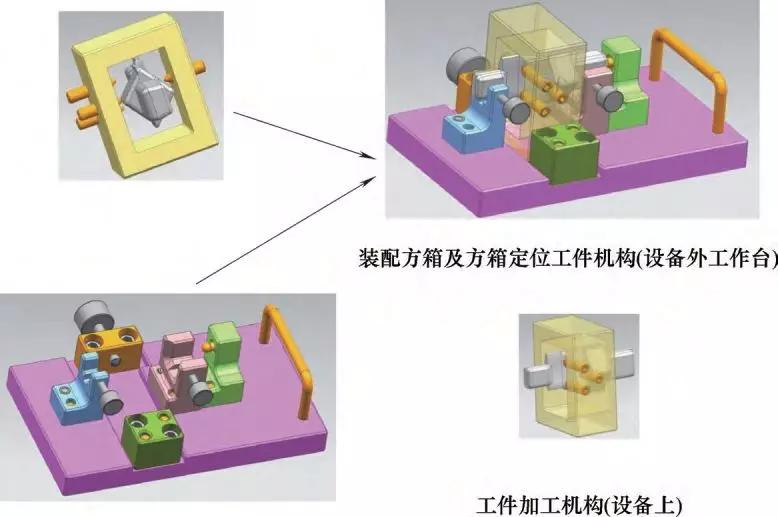
(3)將圖7中的定位面2放在線切割設(shè)備上,找正方箱上表面橫縱方向����,然后壓緊,進(jìn)行線切割加工�����,詳細(xì)的裝配關(guān)系如圖8所示���。
, N9 [1 w7 T* r9 R
; M. w. H9 {! A) P7 C0 M
圖8 工裝工作過程
+ F9 W! T( K$ n# R
(4)在進(jìn)行線切割加工的同時(shí),工人可以安裝其它的葉片在另外3個(gè)方箱上�,步驟同此節(jié)的1、2內(nèi)容���。加工完1個(gè)葉片后�����,只需要將裝夾好葉片的方箱放在機(jī)床上加工即可��。這樣就實(shí)現(xiàn)了在加工1個(gè)葉片的同時(shí)��,離線安裝找正其他葉片���,節(jié)省準(zhǔn)備時(shí)間���。
, @; p) Y( k. A+ k
上述夾具經(jīng)過現(xiàn)場應(yīng)用后,由于省去了3個(gè)夾具�����,加工效率和設(shè)備利用率均提高了2倍���。首次實(shí)現(xiàn)加工與裝配工件同步進(jìn)行���,一個(gè)方箱安裝的工件在加工時(shí),其他的方箱可離開加工設(shè)備安裝找���。
2 I' ~* N: J& E& M
作者: astro914 時(shí)間: 2023-2-27 11:06
厲害啊
作者: 328Feng_328 時(shí)間: 2023-2-27 13:30
學(xué)習(xí)學(xué)習(xí)
作者: 18137630758 時(shí)間: 2023-2-27 16:16
葉片應(yīng)該是曲面吧�,定位精度怎么樣?具體精度要求怎么樣�����?大佬的東西有點(diǎn)復(fù)雜���,不是完全理解�����,還要在多看幾遍
| 歡迎光臨 機(jī)械社區(qū) (http://www.xa-space.com/) |
Powered by Discuz! X3.5 |