機(jī)械社區(qū)
標(biāo)題: 薄壁件如何高效裝夾����? [打印本頁]
作者: 一往冇前 時間: 2023-3-27 09:42
標(biāo)題: 薄壁件如何高效裝夾����?
如今制造業(yè)中難加工材料大量應(yīng)用���,其加工性能差與結(jié)構(gòu)整體化帶來的結(jié)構(gòu)復(fù)雜化和高材料去除率��,給薄壁復(fù)雜結(jié)構(gòu)件加工帶來了巨大挑戰(zhàn)�����,對制造裝備、工藝技術(shù)等也提出了更高要求��。特別是大型弱剛性曲面結(jié)構(gòu)件、薄壁回轉(zhuǎn)體類零件��、薄型多面體類等零件�,在裝夾技術(shù)方面亟待突破。
. R( `0 T. _& [) I# i: X# A
一�����、薄壁零件加工的柔性工裝設(shè)計航天類的薄壁復(fù)雜結(jié)構(gòu)件具有弱剛性�����、形狀結(jié)構(gòu)相似等共性特征��,同時型號種類呈現(xiàn)系列化發(fā)展特點�����,如艙體和端框類�����,舵面和翼面類等�,這些零件的定位和夾緊規(guī)律性強(qiáng)。薄壁整體結(jié)構(gòu)在切削加工中零件剛性隨大量毛坯材料的去除而變化�,結(jié)構(gòu)剛性低且復(fù)雜����,因而客觀上要求加工中工件夾緊力要實時調(diào)整以適應(yīng)零件整體動態(tài)剛度的變化;需要進(jìn)行多點輔助支撐�����,以提高加工部位的局部剛度�,減少薄壁變形。
" L& X9 k8 W2 R8 g, x: F9 _# F
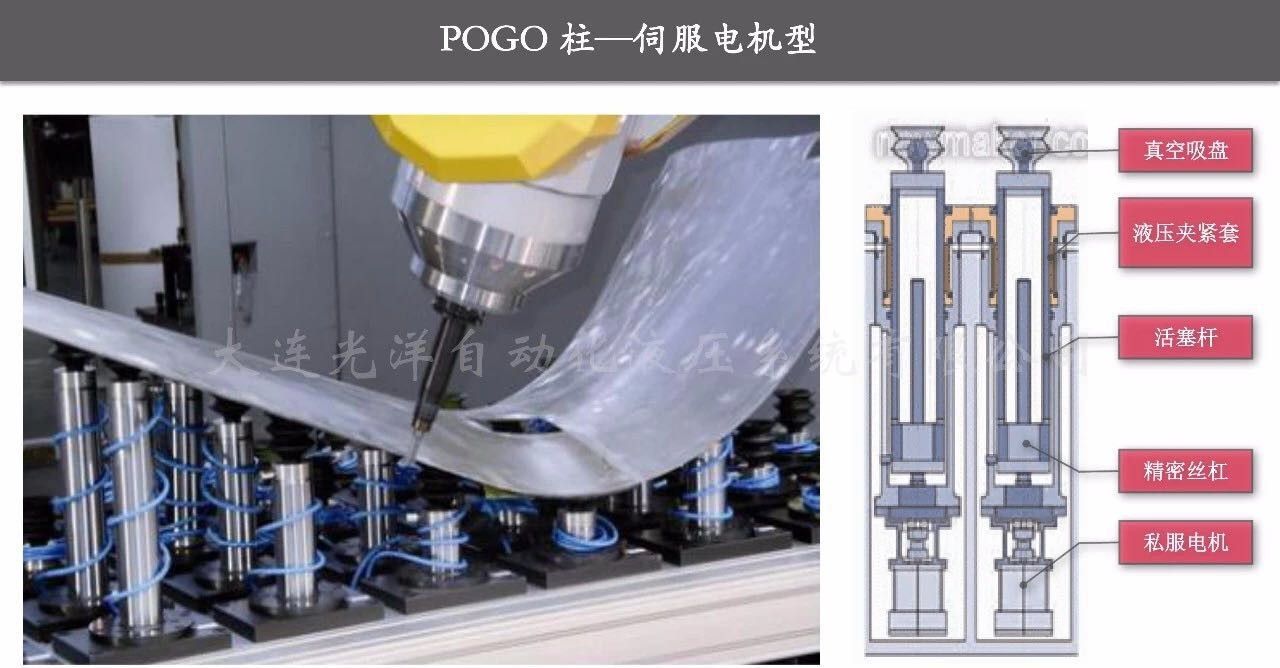
▲帶傳感器的柔性工裝
3 \+ N7 C9 s, P: V1 Y9 ]7 \
綜合體現(xiàn)機(jī)電液一體化技術(shù)和多傳感器信息融合技術(shù)的柔性工裝是近年來出現(xiàn)的先進(jìn)裝備技術(shù)�,柔性工裝的技術(shù)特點是定位和夾緊元件為通用元件,可互換性好;定位夾緊位置可自適應(yīng)調(diào)整;夾緊力大小���、方向和夾緊順序可自動控制;驅(qū)動執(zhí)行機(jī)構(gòu)為機(jī)電液一體化部件;應(yīng)用位移�����、力和壓電傳感器元件��。
4 `! n R! T$ |- ~$ N
柔性工裝技術(shù)可以使一套夾具滿足系列化多種尺寸規(guī)格的零件安裝要求���,既具有機(jī)械式可調(diào)夾具和組合夾具的柔性,又具有特種專用夾具的高效性����,適用于數(shù)控加工設(shè)備,可以使高速數(shù)控加工機(jī)床的性能得到更加充分的發(fā)揮�,大幅度降低輔助準(zhǔn)備時間。
0 |) P( h( T" K: j0 C3 ?2 A
二��、大型曲面結(jié)構(gòu)件加工方法; k% e9 `9 w8 j$ C1 U. r
大型復(fù)雜鋁合金貯箱網(wǎng)格壁板是焊接成為貯箱的基礎(chǔ)零件����,壁板按結(jié)構(gòu)不同,又可分為殼段壁板和筒段壁板����,不同型號的殼段壁板或筒段壁板結(jié)構(gòu)又各不相同。根據(jù)設(shè)計要求��,壁板在保持足夠剛度和強(qiáng)度的前提下需盡量輕量化���,所以其模型存在獨(dú)特的結(jié)構(gòu)特征�。
5 s. v( S1 e8 d- q" Y& e3 k! U: N! M
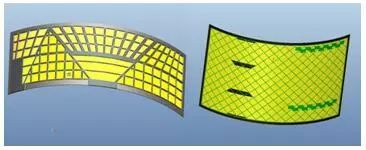
▲壁板結(jié)構(gòu)
& K, F! u9 X- P( m q7 N
壁板制造采用整塊鋁制板材輥彎后進(jìn)行五軸銑削加工�,整個加工工藝系統(tǒng)和加工過程具有區(qū)別于其他常規(guī)結(jié)構(gòu)件加工的特點,這些特點主要包括:非規(guī)則蜂窩網(wǎng)格結(jié)構(gòu)、凸臺和口框等特征交錯��、整體相似與局部差異并存;宏觀大尺寸與局部變剛性特征相結(jié)合;多應(yīng)力耦合條件下的復(fù)雜轉(zhuǎn)變規(guī)律�����,使得壁板發(fā)生宏觀的翹曲變形以及不同網(wǎng)格位置的局部變形加大了不同網(wǎng)格壁厚的不均勻性。
0 [* x4 t0 N2 P0 P t2 V
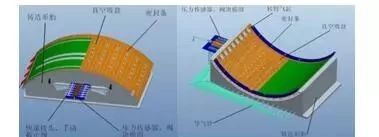
▲壁板真空吸附裝置
0 ?& p- B- |3 ]' Q9 w3 ^
針對貯箱壁板高效高精加工需求�����,可以真空吸附裝夾技術(shù)����,通過真空吸附夾具吸附裝夾零件,使其受到均勻分布載荷的夾緊力�����,從而減少零件因夾緊力造成的變形��,提高零件的加工精度����。真空吸附柔性裝夾裝置的主要組成包括:壁板內(nèi)型面機(jī)銑加工大型真空吸附裝置、外型面機(jī)銑加工大型真空吸附裝置���、真空發(fā)生系統(tǒng)�、平臺一體化控制系統(tǒng)�����。其中,真空吸附裝置的主要組成包括鑄造形胎�、轉(zhuǎn)臂氣缸和真空吸盤、閥塊模組��、壓力傳感器���、真空管路、快速接頭���、手動截止閥����、密封條等組成���。
+ A+ N# S* c3 v1 \% Q9 [
真空發(fā)生系統(tǒng)的主要功能是提供持續(xù)�、穩(wěn)定的氣壓差��,確保吸盤能夠牢靠的吸住工件�����。真空發(fā)生系統(tǒng)的組成包括:真空泵��、消音器、電磁壓差真空閥��、高真空隔膜閥�����、真空阱���、高真空手動蝶閥���、真空表、控制系統(tǒng)等����,真空發(fā)生系統(tǒng)中重要的性能參數(shù)是其所能獲得的極限真空度和對容器的有效抽速。
4 e# R( ]4 E7 q! V+ T! R
三�����、薄壁回轉(zhuǎn)體類零件加工
$ f1 I# T) p1 [; m* L8 r# A艙體���、端框等結(jié)構(gòu)件屬于典型薄壁回轉(zhuǎn)體類零件���,這類結(jié)構(gòu)件的數(shù)控銑削加工柔性工裝可用于零件周向孔�����、槽����、口框��、型腔的銑削���、鉆削與鏜削加工,而長度方向和直徑方向的夾持范圍均可在一定范圍內(nèi)調(diào)整��,工裝系統(tǒng)夾緊力范圍也可調(diào)����,從而適應(yīng)多品種相似結(jié)構(gòu)產(chǎn)品的裝夾需求,其外圓車削夾具�����、內(nèi)腔與端面車削夾具均具備軟爪卡盤裝夾功能��,以適應(yīng)薄壁結(jié)構(gòu)的小變形裝夾需求。
6 w( ?/ k" S; ]+ d# k" M
傳統(tǒng)裝夾條件下����,薄壁回轉(zhuǎn)體類零件多采用機(jī)械壓板、悶蓋的組合裝夾方式�����,裝夾時間長����,裝夾可靠性完全依靠工人態(tài)度和工作規(guī)范性,夾緊力大小和一致性無法保證���。根據(jù)薄壁回轉(zhuǎn)體類零件特征設(shè)計液壓柔性工裝系統(tǒng)��,形成軸向夾緊位置可調(diào)��,夾緊與浮動支撐結(jié)合�,多點自動定心的柔性夾緊技術(shù)��,從而滿足不同直徑和不同長度的回轉(zhuǎn)體類零件夾緊需求��。
8 L& Y- s& W$ ?# F8 p( G1 `' T
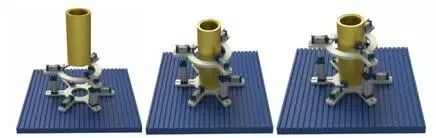
▲薄壁回轉(zhuǎn)零件銑削加工柔性工裝
: e2 z5 y3 v- G
多類型號的艙體��、端框等薄壁回轉(zhuǎn)體類結(jié)構(gòu)件均可采用同一套夾具裝夾,柔性夾具的軸向行程徑向行程均可以調(diào)整��,軸向夾緊位置可以隨艙體外形加工的位置而改變��,解決加工干涉問題���。通過液壓站控制系統(tǒng)壓力和夾緊力大小�����,采用有限元仿真分析不同夾緊力條件下�,零件裝夾變形情況��,從而確定最優(yōu)夾緊力����。夾具底部采用360度轉(zhuǎn)臺�,能夠?qū)崿F(xiàn)艙體等回轉(zhuǎn)體類結(jié)構(gòu)件不同位置的旋轉(zhuǎn)和加工。
" Z" A% k1 `$ j9 G
▲薄壁件外圓夾持示意
# l8 n0 {# B$ F4 u
在艙體類零件的外圓與內(nèi)腔加工中�����,六爪或八爪卡盤特別設(shè)計適于薄壁件和易變形工件的多點夾持���。多爪卡盤基爪兩兩相連可浮動向心夾緊��,這樣使多個夾緊點的力方向皆指向中心��,保證工件不易變形��。同時�����,此種設(shè)計使得在卡盤上直接使用傳統(tǒng)卡爪成為可能����,并兼具離心力補(bǔ)償。
6 G" j/ q3 q/ _0 n% T6 {) q
四����、薄型多面體類零件加工! n- R( X |, r6 T! F% Q) r
薄型多面體類零件一般有較高的空氣動力學(xué)要求,因此結(jié)構(gòu)設(shè)計復(fù)雜�����,表面加工質(zhì)量要求較高�����。這類結(jié)構(gòu)件以多斜面為主,結(jié)構(gòu)復(fù)雜�,刃口部位局部最薄壁厚不足0.5mm,零件材料去除率達(dá)70%以上���,典型零件對象包括舵面����、翼面��、罩板等����。
5 t+ `. l4 {5 d7 R4 V
傳統(tǒng)裝夾模式下,針對薄型多面體類零件舵采用機(jī)械壓板夾緊�����,裝夾時間長�����,裝夾可靠性完全依靠工人經(jīng)驗和工作規(guī)范性���,夾緊力大小和一致性無法保證�。根據(jù)薄型多面體類零件特征設(shè)計液壓柔性工裝系統(tǒng)�����,通過合理分布夾緊點����,結(jié)合自動壓緊和壓緊力控制,形成適用于多種型號舵面�、翼面類零件的柔性工裝系統(tǒng)。
0 d) \7 t' P4 s9 U! V i s$ k
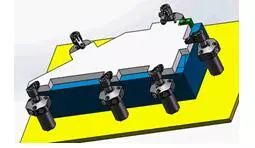
▲柔性工裝示意圖
A( U% w1 m% R- h" c2 W+ N/ f
舵翼類在加工過程中需要進(jìn)行兩面加工�,因此需要設(shè)計兩套柔性工裝系統(tǒng)來分別完成正面和反面的加工,結(jié)構(gòu)示意圖如圖5所示��。以翼面零件為翼面零件毛坯正面夾緊采用六個液壓轉(zhuǎn)角下壓油缸完成六個位置壓緊��,毛坯放置底座采用挖空設(shè)計����,防止在零件加工時底座干涉。通過液壓站控制系統(tǒng)壓力控制六個夾緊點夾緊力大小����,采用有限元仿真分析不同夾緊力條件下���,零件裝夾變形情況�,確定最優(yōu)夾緊力。
1 p2 K; Q) \: z- f- p9 h$ z
在完成正面加工后�����,利用正面夾緊工藝搭子�,反面夾緊采用六個液壓轉(zhuǎn)角下壓油缸完成與正面相同的六個位置壓緊,毛坯放置底座采用挖空設(shè)計�,防止在零件加工時底座干涉。
$ g2 w3 R" n; L1 {$ G' f- ~
作者: 328Feng_328 時間: 2023-3-27 11:20
加油加油
作者: c1538891 時間: 2023-3-30 08:31
外圓夾持可以改為圓錐形的定位夾頭效果應(yīng)該更好�����,更容易使工件不打滑很穩(wěn)固
| 歡迎光臨 機(jī)械社區(qū) (http://www.xa-space.com/) |
Powered by Discuz! X3.5 |