機械社區(qū)
標題: 以后不需要每次螺孔加工都設計一個夾具了 [打印本頁]
作者: 一往冇前 時間: 2023-7-5 10:33
標題: 以后不需要每次螺孔加工都設計一個夾具了
目前,軸承座端面上的螺孔加工主要采用立式鉆床加工方法�����,該方法需要設計立式鉆床多工位鉆模進行定位�、導向���、夾緊及分度。
但由于夾具有分度裝置��,導致結構異常復雜�,且當工件尺寸大小發(fā)生改變時,又需要重新設計制造夾具����,增加了生產成本���,同時工人操作勞動強度大,生產效率低�,加工質量得不到保證,經常出現(xiàn)返工現(xiàn)象��。
這里給大家介紹一種應用于軸承座端面螺孔加工中心的可調夾具���。
螺孔加工方案的確定
/ c. I3 p# x" c
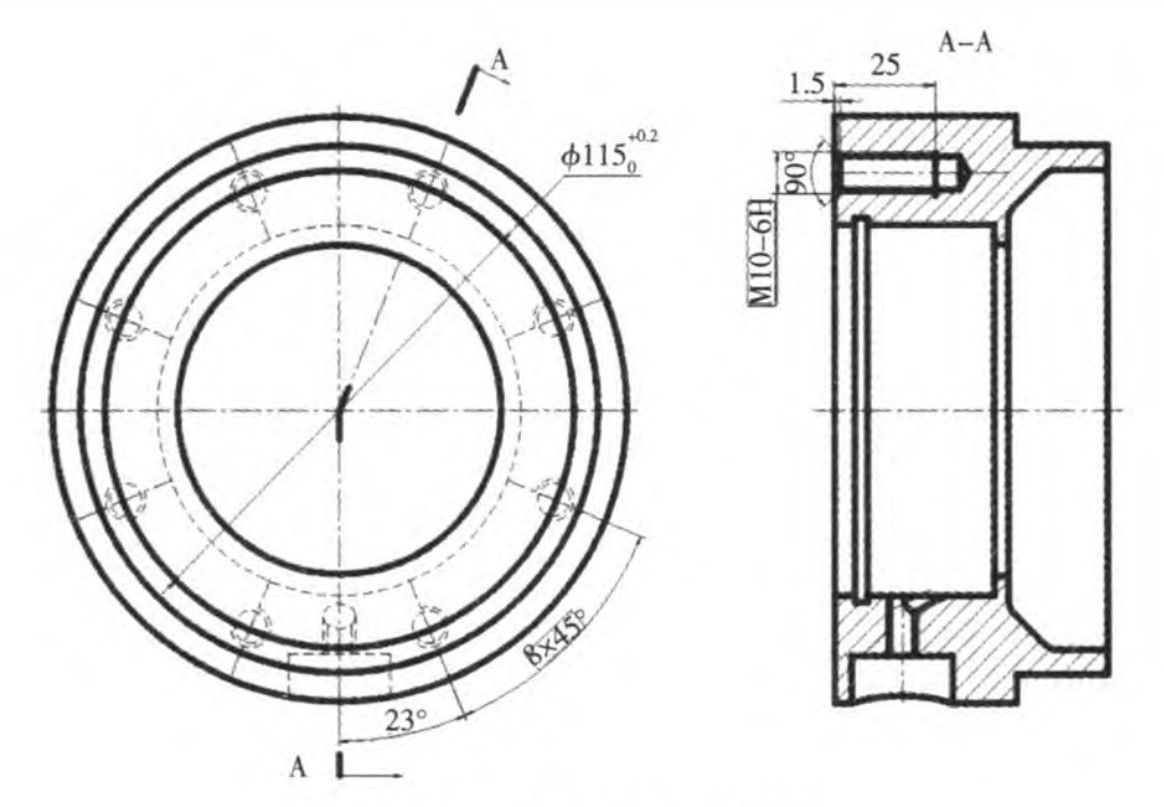
軸承座零件如圖1所示�,生產類型為系列批量生產�����。
圖1 軸承座零件簡圖
零件主體結構為回轉體����,在后端面8個螺孔均布于直徑為∅115的圓周上,其中起始螺孔位置與零件下方注油沉孔軸線的夾角為23°����,且該沉孔上道工序已經加工完畢;加工螺孔的尺寸為M10�����,精度為6H。
工件的定位
( l5 b4 E! ~# r9 Q$ }! g
1. 定位類型分析:完全定位
六個自由度全部被限制:
(1)為保證螺孔與軸承座端面垂直和深度尺寸��,需限制工件繞x�,y軸的兩個旋轉自由度度和沿z軸的一個移動自由度;
(2)為保證螺孔的位置尺寸����;需限制工件沿x,y軸的兩個移動自由度�����;
(3)為保證起始螺孔與沉孔軸線之間的夾角要求��,還需限制繞z軸的旋轉自由度��。
2.工件的定位方案
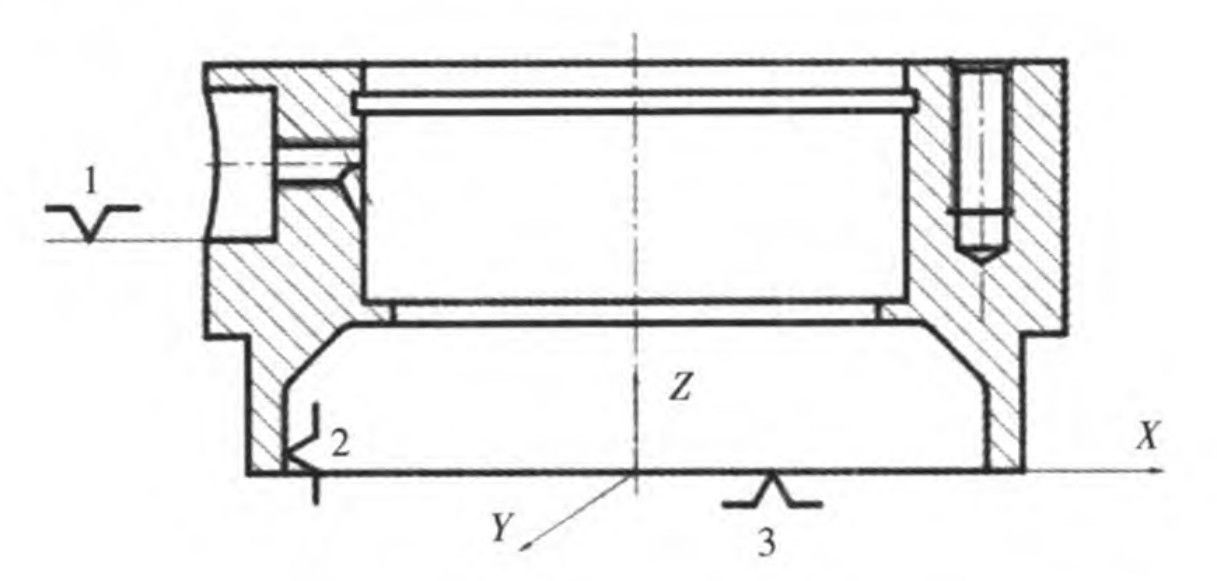
螺孔數(shù)控加工定位方案設計如圖2所示���。
圖2 螺孔數(shù)控加工定位方案
(1)選擇工件下端面為主要定位基準,設置平面限制工件繞x�、y軸的兩個旋轉自由度度和沿z軸的一個移動自由度;
(2)選擇工件下端內圓柱面為次要基準���,設置與其配合的短圓柱面限制工件沿x����,y軸的兩個移動自由度;
(3)選擇外圓柱的沉孔為防轉基準��,設置定位銷限制繞z軸的1個旋轉自由度.
共限制了工件6個自由度�����,滿足工件螺孔數(shù)控加工的定位要求�����。由于工序基準與定位基準重合���,故基準重合誤差為零����,該方案較佳��。
3.定位元件結構
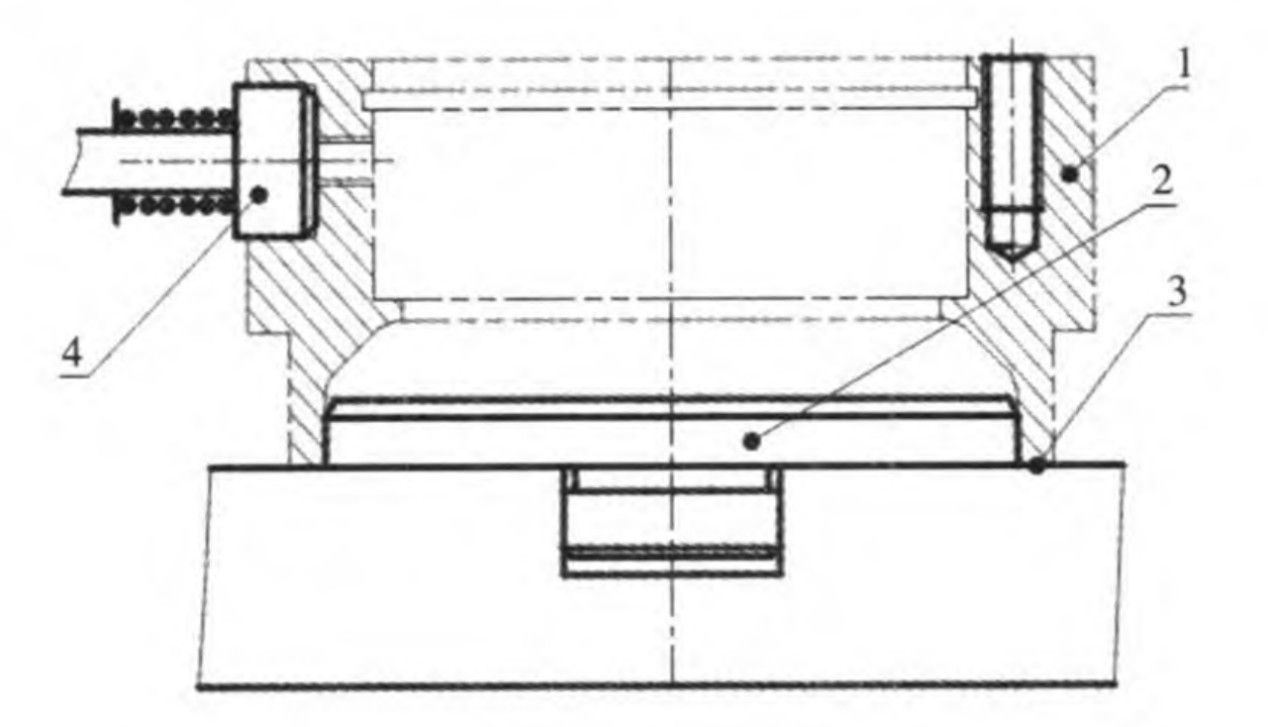
定位元件的布置及結構設計如圖3所示����。
圖3 螺孔數(shù)控加工定位元件布局及結構
1.工件 2.短定位銷 3.限位基向 4.止轉銷
工件的夾緊
: E4 ?& ?4 ~; B2 f為簡化夾緊裝置結構�����,設計中采用螺旋壓板夾緊結構�����,夾緊元件布置與結構如圖4所示�����。
圖4 夾緊元件布置與結構
1.雙頭螺柱 2.螺母 3.工件 4.開口壓板 5.限位銷
為減少輔助時間�,提高工作效率�,壓板4采用開口結構。尤其注意的是�����,為防止加工過程中刀具與開口壓板干涉��,在裝工件時須正確擺放壓板的位置設計了兩個限位銷5����。
工件夾具的結構
( X+ m8 n* J3 E* R- s4 g2 [
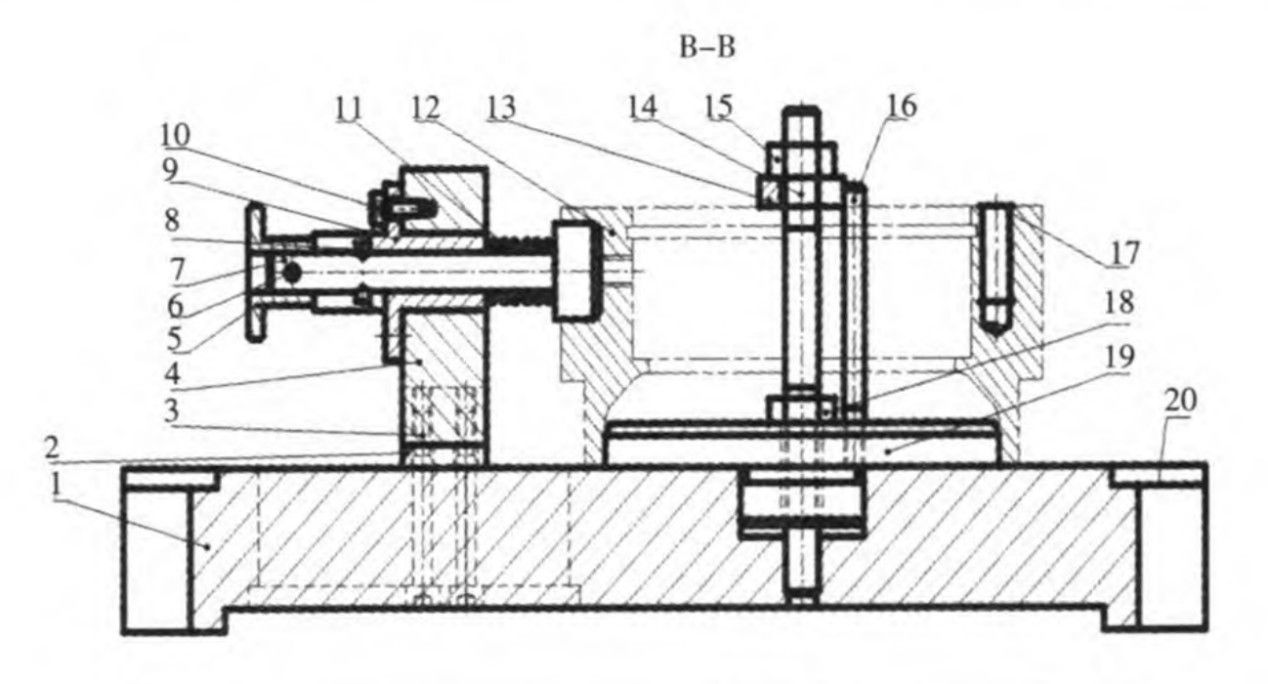
設計的數(shù)控加工夾具結構如圖5所示�。
圖5夾具結構圖
1.底座 2.墊塊 3.內六角螺釘I 4.立板
5.手柄 6.銷釘I 7.對定銷 8.銷釘II
9.定位套 10.內六角螺釘II 11.彈簧 12.工件
13.開口壓板14.雙頭螺柱 15.夾緊螺母 16.限位銷
17.加工螺 18.固定螺母 19.定位銷 20.耳座
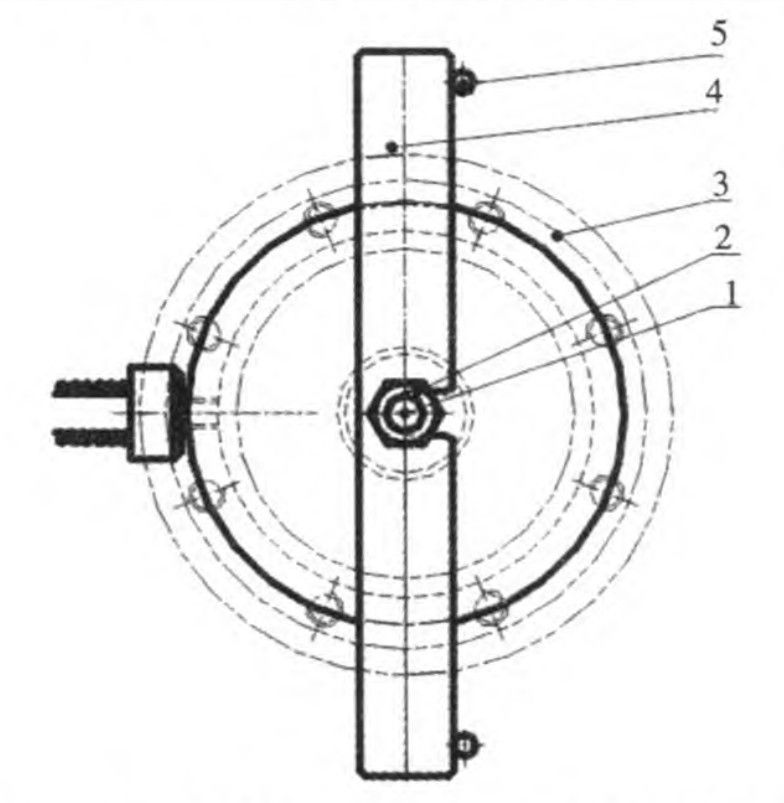
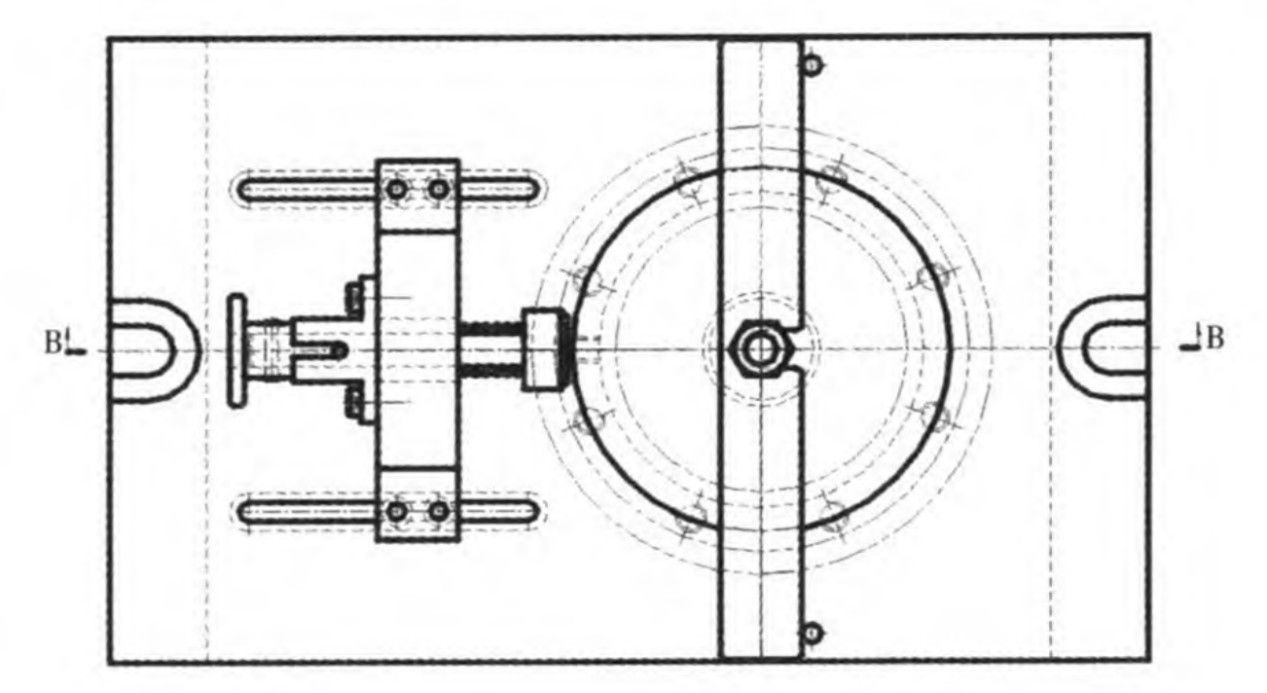
工件12的加工部位加工螺孔17定位裝置及夾緊裝置的平面分布如圖6所示����。
圖6 俯視圖
(1)矩形壓板13通過矩形開口可實現(xiàn)工件的快速裝卸��;
(2)裝矩形壓板13時在其兩端采用了兩個限位銷16實現(xiàn)對矩形壓板16的正確定位�����,為的是預防加工干涉���;
(3)通過四個內六角螺釘I 3和圓弧矩形槽的配合來調節(jié)對定銷7水平方向的位置�,待定位銷7位置調好后擰緊內六角螺釘I 3將立板4固定于底座l上��,即可實現(xiàn)系列軸承座螺孔的加工定位和夾緊�����。
可調夾具的應用使加工中心可實現(xiàn)軸承座端面均布螺孔加工的自動化���,提高工作效率����,保證了工件均布孔的加工精度�����。該夾具還適用于一定尺寸范圍內的系列軸承座上均布螺孔加工,增加了夾具的柔性����,節(jié)省了夾具設計制造成本,而以上的案例對類似零件端面螺孔加工的夾具設計具有借鑒意義和推廣價值�����。
作者: 328Feng_328 時間: 2023-7-5 11:51
學習
| 歡迎光臨 機械社區(qū) (http://www.xa-space.com/) |
Powered by Discuz! X3.5 |