機(jī)械社區(qū)
標(biāo)題: 為什么歐洲的模具都喜歡用熱流道技術(shù)? [打印本頁(yè)]
作者: 一往冇前 時(shí)間: 2023-7-7 13:31
標(biāo)題: 為什么歐洲的模具都喜歡用熱流道技術(shù)��?
01
無(wú)流道凝料注射模具的概念
所謂無(wú)流道凝料模具即是在注射成型中��,流道里的熔料始終保持熱的流動(dòng)狀態(tài)���。開(kāi)模時(shí)只需取出固化的制品�����,而不產(chǎn)生流道凝料�����。與傳統(tǒng)的注射模具相比���,這是一種先進(jìn)的注射模具技術(shù),是塑料注塑成形工藝發(fā)展的一個(gè)熱點(diǎn)方向��。其最大特點(diǎn)是可提高材料的利用率��,降低生產(chǎn)成本��,保證制件成形質(zhì)量��。
7 p; x# ]. g3 K7 p
熱塑性塑料的無(wú)流道凝料注塑模具�,是指模具中通過(guò)采用絕熱或加熱的方法,使從注塑機(jī)噴嘴到模具型腔澆口這一段流動(dòng)通道中的塑料熔體始終保持熔融狀態(tài)����,并可連續(xù)注入模具型腔����。
8 Z& C' J/ N" m6 F! @, S
熱固性塑料則是采用溫流道注射模具�����,即通過(guò)控溫使流道中的熔料保持在設(shè)定的溫度內(nèi)�����。
% [, B& H. E: k E! t. C
* `- A* c$ d4 l- f
02
無(wú)流道凝料模具技術(shù)的發(fā)展
無(wú)流道凝料模具也稱熱流道模具�����,熱流道并非新技術(shù)��,在熱塑性塑料注射模具中的應(yīng)用已經(jīng)有30多年的歷史�。早在1940年,E.R.Knowles在美國(guó)就申請(qǐng)了熱流道技術(shù)的專利��。
$ [, [7 h* f9 `4 Z7 C4 g* {
據(jù)估計(jì)����,目前在歐洲有1/4以上的注射模具應(yīng)用了熱流道技術(shù)��,在美國(guó)也有1/6以上。在國(guó)外�,熱流道系統(tǒng)元件已系列化、商品化��。有預(yù)測(cè)表明�,熱流道技術(shù)的應(yīng)用比例將逐年增長(zhǎng)。近幾年�����,熱流道技術(shù)還在不斷的發(fā)展和完善����。
6 t; ^( t4 w( _) O3 H
在中國(guó),熱流道技術(shù)約在80年代以后才逐步有所應(yīng)用�,目前尚處于開(kāi)發(fā)應(yīng)用階段。在注射模具中��,其應(yīng)用比例僅也為2%~3%左右��。但發(fā)展前景很好��,市場(chǎng)的潛在需求非常大�����。
' s. ~/ _7 A7 n! M
熱流道模具技術(shù)的發(fā)展有以下趨勢(shì):
1)開(kāi)發(fā)研究各種新型噴嘴、熱流道板及相關(guān)技術(shù)���,以適應(yīng)不同塑料和制品的要求�。如防泄漏��、耐磨����、耐高溫和熱平衡等。
2)微型熱噴嘴及加熱元件與控溫技術(shù)���。
3)熱流道系統(tǒng)的三維CAD及其模擬技術(shù)�����。
2 [4 ^8 j) H2 W* ~8 \* Q& F
03
無(wú)流道凝料模具的類型
(1)按塑料性能和流道熱源方式分:
* h1 m+ n0 K5 |6 n9 b# t
(2)熱流道系統(tǒng)的基本結(jié)構(gòu):
7 j9 c; m6 Z# @3 l' L
(3)冷��、熱流道的分析比較:
- \7 A S& H2 Q1 f; u5 z8 m7 r# Y/ E
一模八腔應(yīng)用實(shí)例
(a)傳統(tǒng)的冷流道�����。
(b)熱流道噴嘴取代主流道���,省去主流道凝料���。減少流道廢料約40%����,縮短成型周期約10%。
(c)熱流道板加兩個(gè)熱噴嘴�����,縮小主流道體積�。與圖(a)比,減少流道凝料60%~70%��。
(d)每腔均用熱噴嘴�,去除了冷流道。周期短�,可成型薄壁件。模具成本高
; n& }5 Z8 J; Q! q; j# ^4 J6 X A# B
04
無(wú)流道凝料注射模具的特點(diǎn)
1. 使用無(wú)流道凝料注射模具的益處
1)不用三板式模具���,同樣可以采用點(diǎn)澆口進(jìn)料�����;簡(jiǎn)化了模具結(jié)構(gòu)����,降低了對(duì)注射機(jī)開(kāi)模行程的要求。
2)節(jié)省原材料�����;避免了流道凝料回收����、破碎再利用的工序和費(fèi)用。
3)流道中熔體始終處于熔融狀態(tài)����,流動(dòng)阻力小,有利于充模和保壓力的傳遞�����,改善制品表面質(zhì)量和力學(xué)性能���?����?蓪?shí)現(xiàn)多點(diǎn)澆口��、多腔模具及大型�����、薄壁����、長(zhǎng)流程制的成型����。
4)沒(méi)有冷卻和取出流道凝料的時(shí)間,縮短成形周期��;易于自動(dòng)化生產(chǎn)��。
5)流道中壓力損失小�����,降低了所需的充模壓力����,使注射機(jī)的鎖模力減小�。沒(méi)有澆注系統(tǒng)凝料�,減少了注射量,可充分發(fā)揮注射機(jī)的能力����。
6)可用針閥式澆口,控制澆口封閉時(shí)間�,保證制品成型質(zhì)量。
4 a, Y+ J2 c. N
2. 使用無(wú)流道凝料注射模具的限制
1)模具結(jié)構(gòu)復(fù)雜���,制造費(fèi)用高����,維護(hù)保養(yǎng)較困難��;熱流道系統(tǒng)易出故障�,運(yùn)行成本高。不適宜小批量生產(chǎn)��。
2)初始生產(chǎn)準(zhǔn)備時(shí)間長(zhǎng)�,模具調(diào)試要求高。
3)不適宜熱敏性和流動(dòng)性差的塑料及成型周期長(zhǎng)的塑件成形�。
4)流道板易產(chǎn)生熱膨脹����,對(duì)熔體泄漏及加熱元件的故障較敏感����。
5)溫度控制要求嚴(yán)格,需精密的溫度控制元件及系統(tǒng)�。
- H( a% T. H3 R* m0 ~* W
3. 無(wú)流道凝料注射模具適用的塑料材料
1)熔融溫度范圍寬,粘度變化小���,熱穩(wěn)定性好����。(高溫不易分解��,低溫流動(dòng)性好)
2)熔體粘度對(duì)壓力敏感����。不施壓不流動(dòng)�,較低壓力就可流動(dòng)。
3)塑料的比熱容低���,易于熔融和固化�����。
4)塑料的熱變形溫度高�����,制品能迅速?gòu)哪>咧忻撃���!?/font>
理論上幾乎所有的熱塑性塑料都可以采用無(wú)流道注射成型��。目前應(yīng)用最多的是:PE��、PP���、PS和ABS等材料。
; B3 g& T6 U7 |4 n+ a
05
熱塑性塑料無(wú)流道凝料注射模具
1. 絕熱流道
流道中沒(méi)有輔助加熱裝置�,而是利用塑料導(dǎo)熱性差的特性,將流道截面尺寸設(shè)計(jì)的很大(常超過(guò)30㎜)�,使緊貼流道表壁的塑料熔體因較低的模溫而迅速冷凝,形成凍結(jié)層��,而流道中心部位的熔體保持熔融流動(dòng)���。這種系統(tǒng)為保持流道暢通�����,流過(guò)流道的塑料熔體速度應(yīng)盡量快�,使得流道中熔料被連續(xù)替換,沒(méi)有足夠的時(shí)間完全凍結(jié)���。
絕熱流道的主要特點(diǎn)是費(fèi)用低����;生產(chǎn)中更換物料方便�����;流道直徑大��,壓力損失?���?���;流道凝料凍結(jié)時(shí),打開(kāi)分型面很容易清除���。但因其體積大��,延長(zhǎng)了塑料加熱時(shí)間���。對(duì)溫度的控制不理想�,不適宜加工熱敏性塑料����。應(yīng)用較少。
通常應(yīng)用于加工精度低和要求成型周期短的制品�,PE、PP���、PS類通用塑料小制品的成型���。
+ a, O5 y% x, v M. t+ K- D2 I6 p
(1)井坑式噴嘴
又稱絕熱主流道,是一種結(jié)構(gòu)最簡(jiǎn)單的單型腔絕熱流道�。僅適用于成型周期小于20 s 的制品。
所謂井坑式噴嘴是在注射機(jī)噴嘴和型腔澆口之間���,設(shè)置了一個(gè)主流道杯��。杯內(nèi)容積約為制件體積的1/3~1/4�����。杯壁四周形成凍結(jié)層絕熱�����,流道杯與模板間的氣隙��,也起絕熱作用�����。
5 y4 G# i7 i' ~5 _5 K G5 j7 o
" O- A4 O+ O9 [4 y5 D
井坑式噴嘴的結(jié)構(gòu)
圖(a)1-注射機(jī)噴嘴����;2-儲(chǔ)料井;3-點(diǎn)澆口��;4-主流道杯�;圖(b)澆口尺寸;圖(c)1-彈簧�;2-定位環(huán);3-儲(chǔ)料井����;4-噴嘴
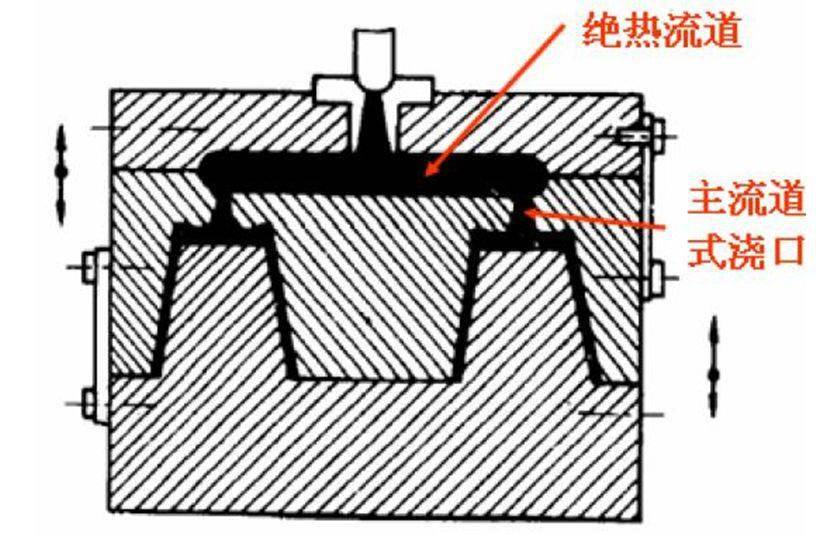
(2)多型腔絕熱流道
1)主流道式澆口
多型腔絕熱流道為圓形截面,直徑常取Φ16~32㎜����。成型周期越長(zhǎng),直徑應(yīng)越大���。
7 l) h+ T5 K4 g V1 `, q8 y
. i2 y# U# H$ J" N# a: [! T) V
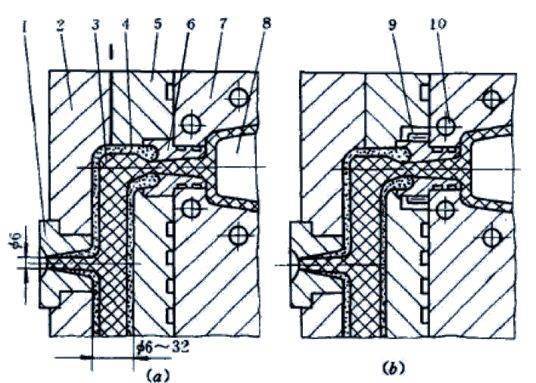
分流道板與動(dòng)模板之間的氣隙�����,為減小接觸面積���。圖(a) 澆口的始端突入分流道中,使部分直澆口處于分流道絕熱皮層的保溫之中��。圖(b)在直接澆口襯套四周增設(shè)了加熱圈����,澆口襯套與動(dòng)模板之間有氣隙絕熱,與流道板之間有加熱圈���。若成型周期長(zhǎng)��,可在澆口中央插入加熱棒加熱��。
$ o( g* @# x9 ?7 o3 T" ?( {# p# w
8 c6 J" K g3 o0 k
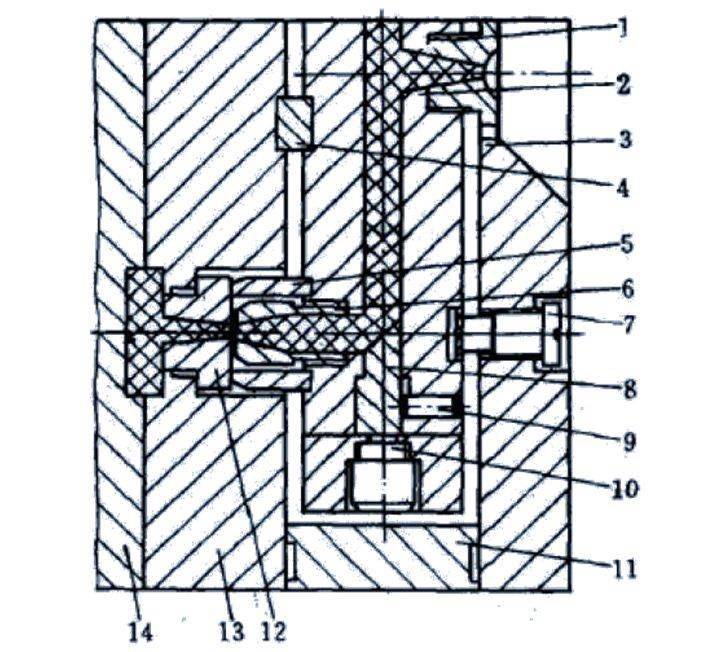
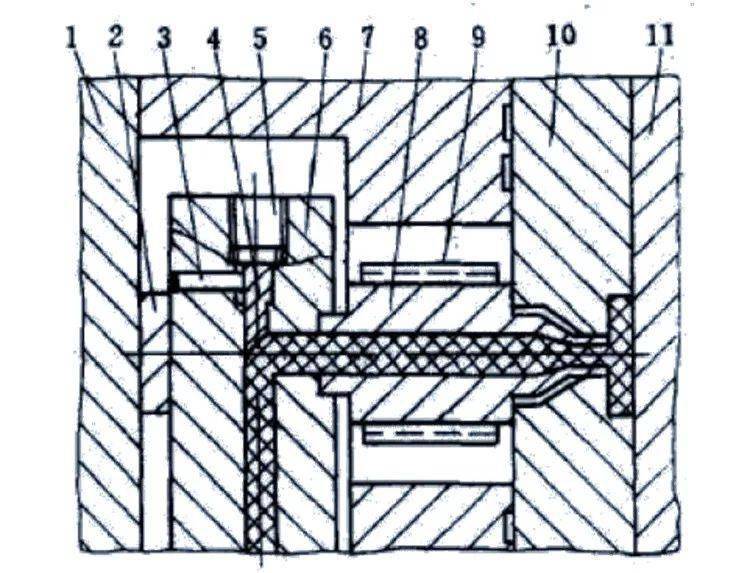
主流道式澆口多型腔絕熱流道注射模
1-主流道襯套�����;2-定模固定板�����;3-分流道��;4-固化絕熱層�;5-分流道板;6-直接澆口襯套�����;7-動(dòng)模板���;8-型芯�����;9-加熱圈��;10-冷卻水管��。
2)點(diǎn)澆口
點(diǎn)澆口成形的制件沒(méi)有澆口凝料����,但澆口容易凍結(jié)����,僅適于成型周期短的制品。在澆口始端引導(dǎo)部分設(shè)置加熱探針�,可對(duì)澆口加熱,能成形周期較長(zhǎng)的制品����。探針體常用導(dǎo)熱良好的鈹銅合金制造。
+ Z2 h# l9 _. w2 w) F
* Y3 z, Y4 N5 U. e8 y! R+ M6 C
點(diǎn)澆口多型腔絕熱流道注射模
1-流道閉合鎖板���;2-定模固定板��;3-絕熱層�;4-分流道����;5-主流道襯套�����;6-分型面閉合鎖板�����;7-流道板����;8-型芯固定板����;9-脫模板;10-型芯����;11-動(dòng)模墊板;12-導(dǎo)套;13-導(dǎo)柱
& H) U4 `# u k6 W" Y" g4 Z
2. 熱流道注射模具
熱流道是在流道內(nèi)部或流道周圍設(shè)置加熱器,使流道內(nèi)的塑料熔體始終處于熔融狀態(tài)�。
絕熱流道每次使用前需清除流道中的固化物��,而熱流道只需加熱流道中固化的塑料至熔融溫度���,然后射空��。即可從新生產(chǎn)�。其適用范圍比絕熱流道廣泛���,也適用于多個(gè)點(diǎn)澆口的較大制品成形���。
熱流道系統(tǒng)由分流道板(manifold)和噴嘴(drop)兩個(gè)基本單元組成�����。分流道板裝在定模部分�,把來(lái)自注射機(jī)噴嘴的熔料傳遞到型腔板,再由熱噴嘴把熔料直接傳遞到型腔�����,或間接地通過(guò)一個(gè)冷流道向多個(gè)型腔供料���。噴嘴通常穿過(guò)型腔板�����,并與分流道板成90°角�。
熱流道模具同時(shí)具有加熱、測(cè)溫���、絕熱和冷卻等裝置���,熱流道板既被加熱又被隔熱,噴嘴也同樣�。分流道板和每個(gè)噴嘴都有獨(dú)立的加熱元件和溫度控制系統(tǒng)。熱流道模具對(duì)溫度控制精度要求高����,防止熱平衡失調(diào)是個(gè)難題。
& q& }7 }8 l* ^% O
(1)熱流道澆口的封閉
熱流道模具中����,澆口分別連接著保持熔融狀態(tài)的流道及需要固化的制品,且兩者溫度相差100℃以上�。要求注射時(shí)熔體順利通過(guò),開(kāi)模時(shí)澆口快速封閉����,以免熔體泄漏。目前常用的澆口封閉方法有:
1)靠熱平衡封閉的開(kāi)式澆口
澆口開(kāi)閉的熱平衡�,是通過(guò)調(diào)節(jié)澆口套外加熱圈或內(nèi)加熱探針的溫度而實(shí)現(xiàn)的。結(jié)構(gòu)及溫度調(diào)節(jié)方法簡(jiǎn)單���,成本低����。缺點(diǎn)是澆口處容易堵塞或拉絲,對(duì)溫度設(shè)置要求高��。
2)靠熱平衡封閉的側(cè)澆口
通過(guò)模具的開(kāi)啟切斷澆口����,澆口結(jié)構(gòu)和溫度調(diào)節(jié)方法簡(jiǎn)單,沒(méi)有拉絲����。缺點(diǎn)是澆口容易堵塞���,適用范圍受制品形狀限制�����。
3)靠循環(huán)加熱���、斷熱封閉的澆口
需要設(shè)置與成型周期相適應(yīng)的澆口加熱、斷熱裝置�����,結(jié)構(gòu)和溫度調(diào)節(jié)較簡(jiǎn)單,澆口封閉可靠����,但需要較高精度的溫控系統(tǒng)。
4)彈簧作用閥桿封閉的澆口
利用樹(shù)脂壓力開(kāi)啟閥桿�����,靠彈簧作用封閉澆口�,結(jié)構(gòu)較簡(jiǎn)單,澆口封閉可靠���,要求彈簧的耐熱性好�,閥桿滑動(dòng)靈活���。
5)機(jī)械閥式澆口
利用氣動(dòng)�、液壓系統(tǒng)強(qiáng)制閥桿動(dòng)作����,從而實(shí)現(xiàn)澆口封閉、開(kāi)啟。結(jié)構(gòu)動(dòng)作可靠���,成形條件寬���,周期短,澆口阻力小��。但結(jié)構(gòu)復(fù)雜����,制造成本高。
* j1 _/ A& p' e" q5 Z' Q
(2)熱流道的結(jié)構(gòu)形式
1)延伸式噴嘴
是將普通注射機(jī)的噴嘴加長(zhǎng)使之能與模具澆口部分直接接觸的一種特殊噴嘴�����,采用電熱圈加熱�����,有溫度測(cè)控系統(tǒng)�����。要求噴嘴溫度高于料筒15~20℃���。噴嘴口實(shí)際上為型腔的澆口�����,常用直徑為0.8~1.2㎜的點(diǎn)澆口��。
因高溫噴嘴直接(或間接)成型塑件�,須對(duì)模具進(jìn)行絕熱�����,以免噴嘴的高溫影響塑件固化�。常用氣隙和塑料皮層絕熱。注射保壓后應(yīng)使噴嘴脫離模具��,盡量減小噴嘴與模具的接觸面積�。
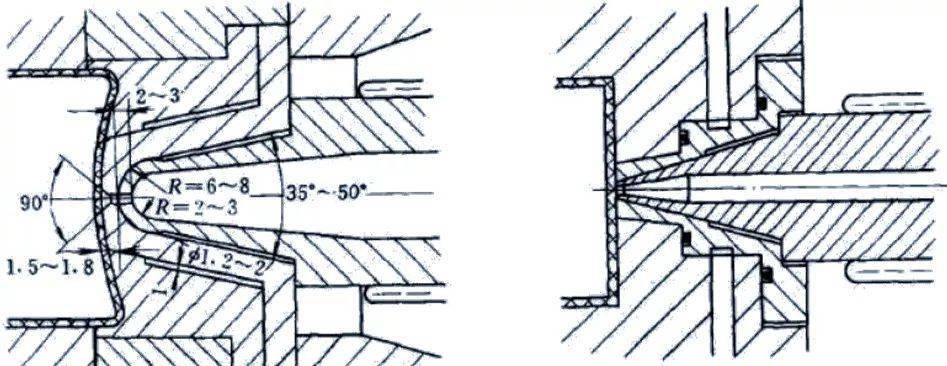
延伸式噴嘴結(jié)構(gòu)簡(jiǎn)單,常用于單型腔模具��。常用的有球形�����、錐形等形式���。
( J1 {' U" X# F7 {
(a)球形噴嘴 (b)錐形噴嘴
P/ e) T! e1 z- f
(c)成型噴嘴 (d)絕熱噴嘴
9 s! g" e! \- }* C
延伸噴嘴的結(jié)構(gòu)
圖(a)噴嘴伸入澆口套�,噴嘴靠凸肩定位并承力,噴嘴與澆口套間設(shè)有增加
氣隙的襯套�。
圖(b)噴嘴端面是型腔一部分,帶有中間襯套�����,開(kāi)設(shè)氣隙槽�,并引入冷卻水。
圖(c)噴嘴須對(duì)注射座定位���,以承受壓力���。噴嘴前端與孔配合,須考慮熱膨
脹和飛邊�。
圖(d)為絕熱噴嘴,碗形塑料絕熱皮層��,中心厚度0.4~0.5㎜��,外側(cè)1.2~1.5㎜����。承壓凸肩上嵌以PTFE密封墊。保證澆口杯底部強(qiáng)剛度��。
2)多型腔熱流道注射模具
結(jié)構(gòu)形式多���,應(yīng)用廣泛��。其特征是具有一塊由加熱器供熱的流道板���。上接主流道,設(shè)有分流道和多個(gè)噴嘴��。
0 p/ w/ T! Y& m( S4 _6 [
主流道型澆口多腔熱流道模具結(jié)構(gòu)
# d q0 C& J, L7 J
1-主流道襯套��;2-熱流道板���;3-定模固定板�����;4-墊塊�����;5-滑動(dòng)壓環(huán)�����;6-噴嘴套���;7-螺釘�;8-堵頭�����;9-止轉(zhuǎn)銷����;10-加熱器;11-側(cè)板�;12-主流道型澆口杯;13-定模型腔板�;14-動(dòng)模型腔板。
3)熱流道板的結(jié)構(gòu)設(shè)計(jì)
要求有良好的加熱和絕熱設(shè)施�����,保證加熱器安裝和溫度控制有效�。據(jù)澆口數(shù)量和位置,可有多種形式����。
熱流道板設(shè)計(jì):
•圓形分流道直徑一般5~15㎜。
•分流道端孔細(xì)牙堵頭密封���。
•隔熱用氣隙或石棉板�����。常用空氣間隙3~8㎜��。
•熱流道板足夠的強(qiáng)度與剛度�����。
•用中碳鋼或種碳合金鋼制造�����。
; O7 s" E; g, c) Y" ^# s' x) U
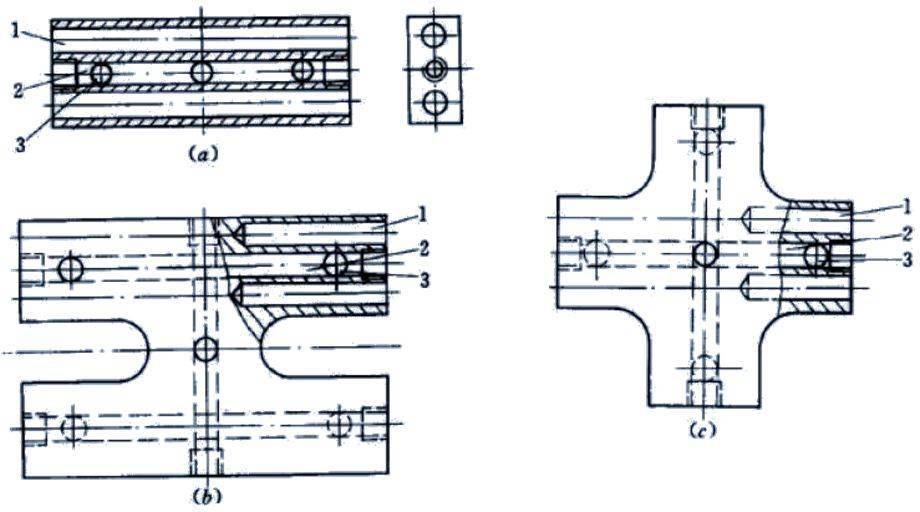
熱流道板的結(jié)構(gòu)
j- B" `" X6 Q8 W
1-加熱器孔�;2-分流道����;3-進(jìn)料噴嘴安裝孔
4)熱流道板的加熱方式
•內(nèi)加熱
內(nèi)加熱是加熱大直徑的流道,在流道軸線上裝有棒加熱器��。流道外壁是冷的,外圍塑料凍結(jié)起絕熱作用���,使加熱器與模具很好的隔離���。可降低電力消耗約50%�����,不存在流道板的熱膨脹問(wèn)題���。能較好的消除泄漏����,并能用加熱探針控制澆口末端���。
內(nèi)加熱可能使物料滯留��,引起分解�。因此不適于熱敏性塑料�����。另外,流道中的充模壓力大��。
( j9 D7 B+ Z: t' I8 b# |& a K4 K
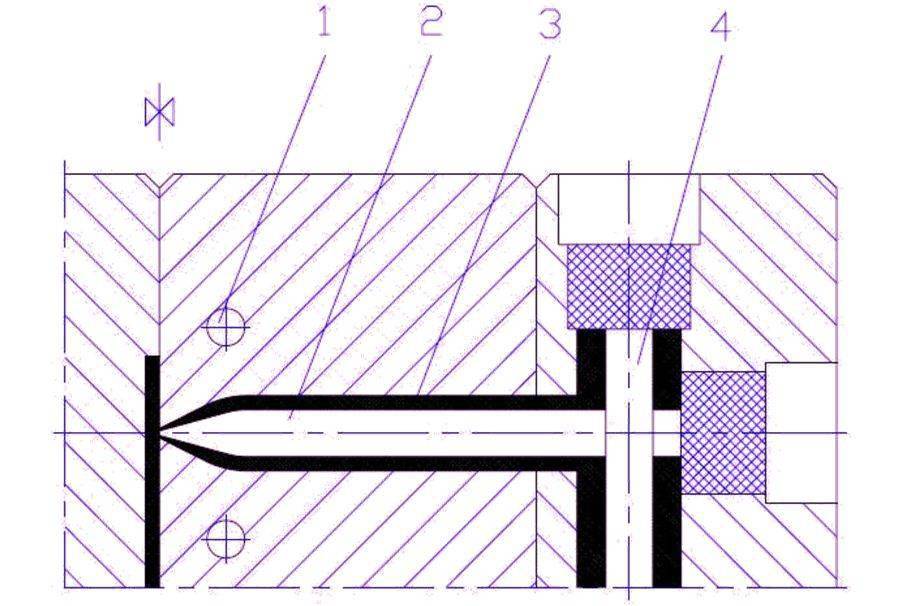
內(nèi)加熱流道與噴嘴
1 ?0 Q0 C3 i$ F0 n' _6 L$ r; ^1 [/ v
1-冷卻水孔��;2-加熱噴嘴���;3-熔體通道;4-內(nèi)加熱器
•外加熱
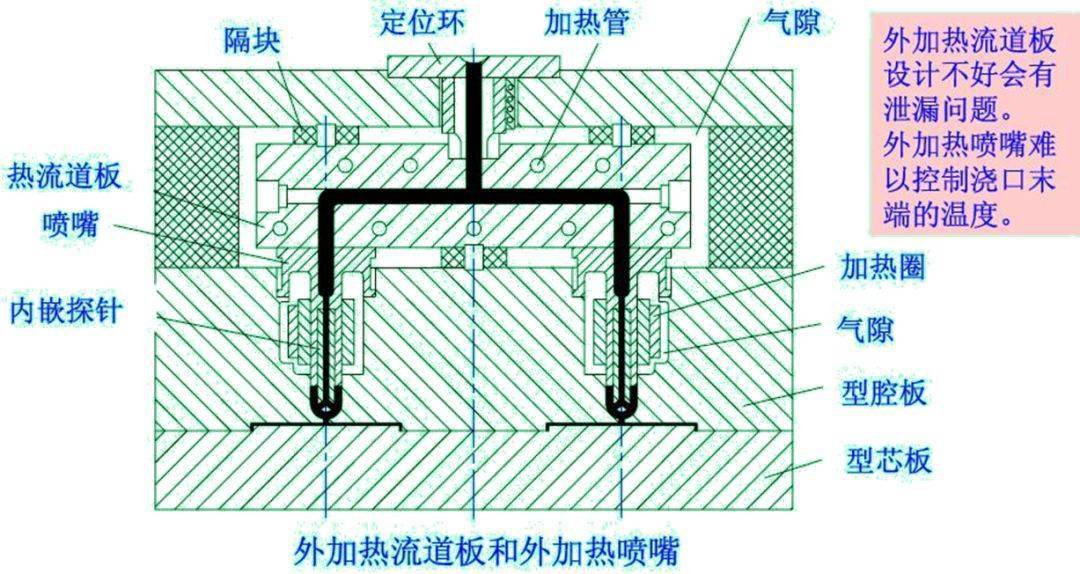
外加熱的流道板懸裝在模具里��,常以加熱棒或彎曲的加熱管配置在流道的外側(cè)����。流道板的絕熱用氣隙,也有用絕熱片���。熱損失是必須考慮的問(wèn)題�。流道板的熱膨脹需進(jìn)行補(bǔ)償��,防止泄漏����。熱噴嘴裝在流道板上。外加熱可使模具的壓力損失最小�����,流道一般為圓形大直徑。外加熱流道板和噴嘴適用于熱敏性和高粘度塑料���,流道沒(méi)有冷皮層��,流道流量較大�。外加熱流道比內(nèi)加熱的成本高����。
# d8 i" q" Q. E& g* x
/ b' w. d8 x' N/ v6 P# N. q* {9 K
(3)熱流道噴嘴
噴嘴是熱流道模具的關(guān)鍵元件。要保持噴嘴內(nèi)塑料的熔融狀態(tài)�����,須盡可能完善的絕熱�����,有些噴嘴還需進(jìn)行內(nèi)部或外部加熱�。而型腔則需冷卻。二者溫差通常有100~200℃�����,因此噴嘴設(shè)計(jì)首先應(yīng)滿足熱平衡要求。既要避免噴嘴內(nèi)冷料過(guò)多而固化堵塞����,又要避免出現(xiàn)塑料過(guò)熱而流延或拉絲,甚至熱分解��。其次應(yīng)考慮溫差引起的熱膨脹��。再次是注意熔體的泄漏���,產(chǎn)生飛邊而影響正常工作。
5 A( B! Y+ F; D# ~
& ~" H1 W) [. z @, l6 q6 L
常用的熱流道噴嘴結(jié)構(gòu)形式:
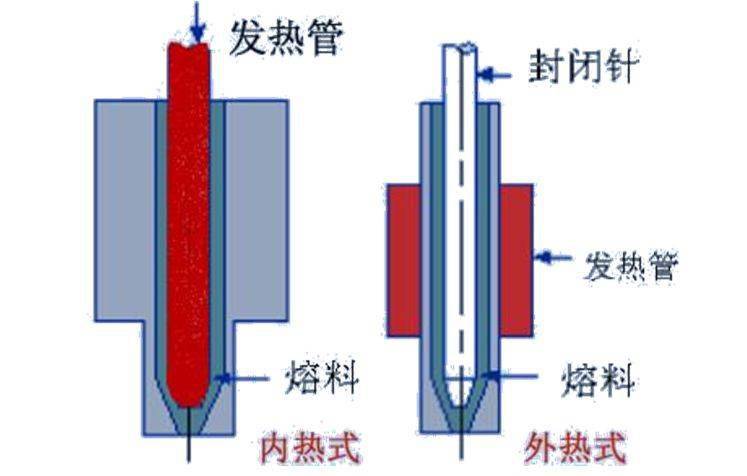
外加熱式
內(nèi)加熱式
彈簧針閥式
5 l6 }+ X, Y' `- a$ X
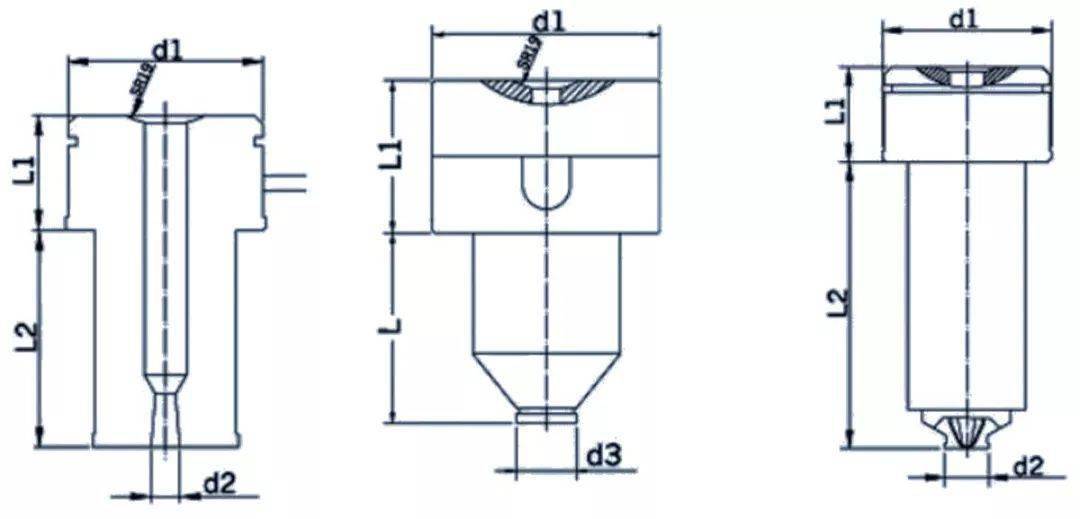
1)各種熱流道噴嘴的結(jié)構(gòu)形式
. P5 q1 J2 X( e0 _ G
5 V2 z5 q4 M3 T7 e0 v
①平噴嘴
直澆口形式
: ~7 Y) A5 R$ ?: r" g! I& O3 }. p
分澆口平噴嘴形式
•點(diǎn)澆口形式
& X7 c0 U! w8 G4 G: p4 w) @3 B0 t
幾種單澆口平噴嘴形式
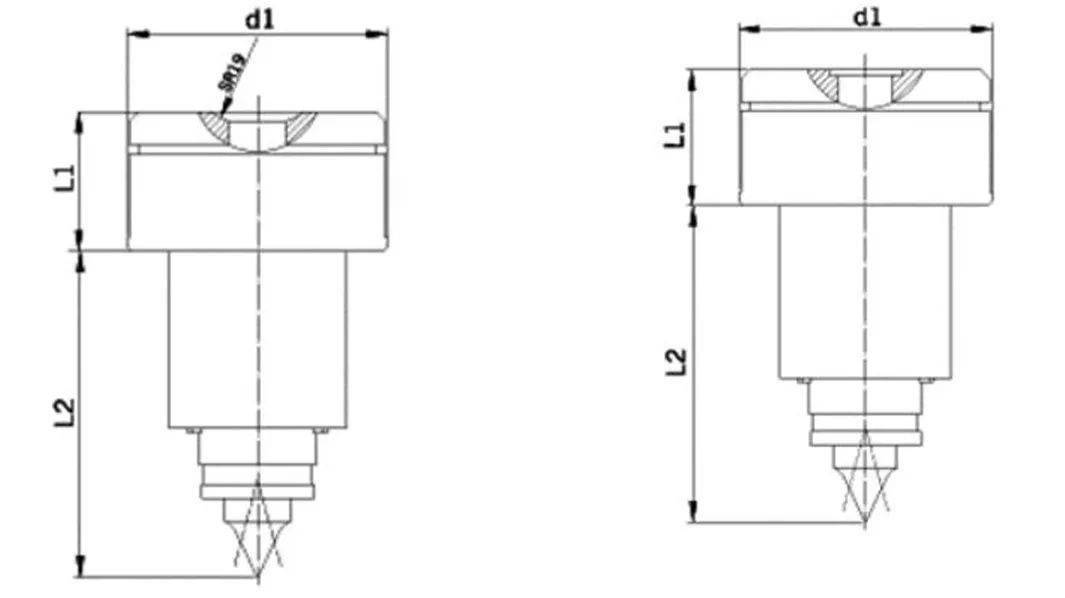
②點(diǎn)澆口噴嘴
, L# u" C6 n6 Q' a" @
單澆口點(diǎn)噴嘴形式與分澆口點(diǎn)噴嘴形式
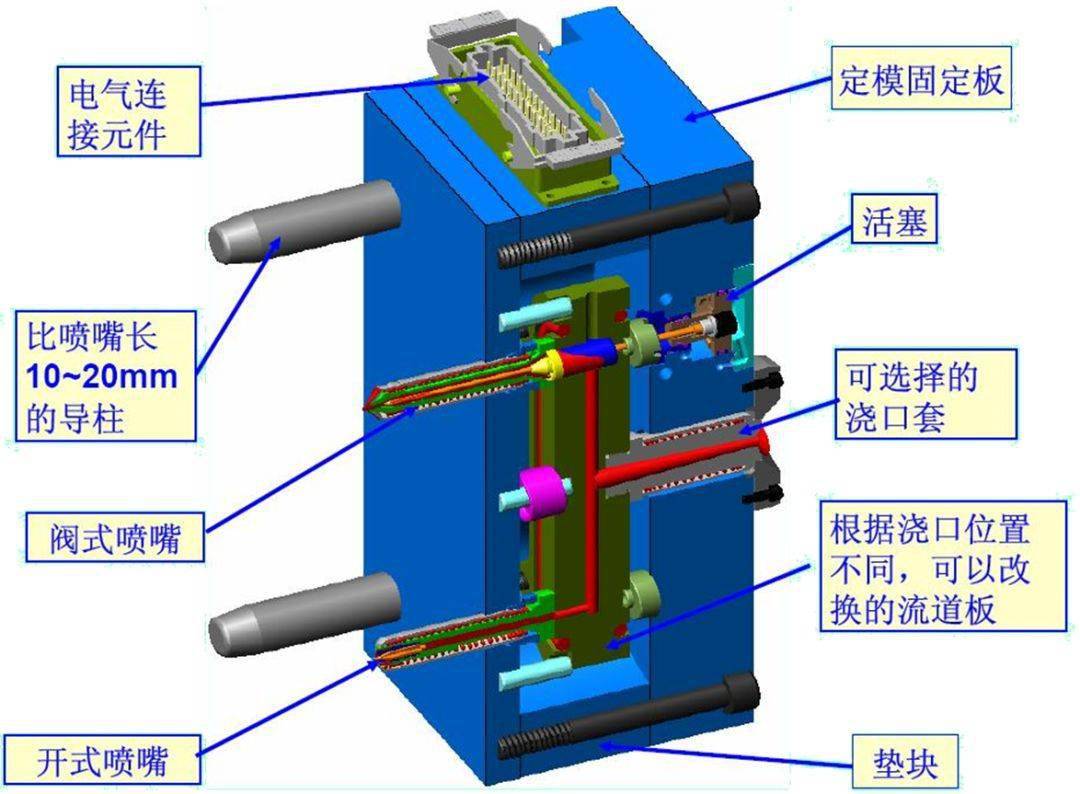
③閥式噴嘴
$ @$ i. ^* d$ P }7 [; P
氣缸����、油缸式
④特殊噴嘴
# b7 o9 K3 y' e$ I
一芯多頭式與多芯多頭式
2)噴嘴的加熱方式
①外加熱式噴嘴
熱源來(lái)自噴嘴四周的加熱圈。噴嘴中熔體流動(dòng)阻力小�,長(zhǎng)度不受限制。因結(jié)構(gòu)約束�����,噴嘴前端澆口處的溫度較低�����。由于存在溫差,熱平衡不易控制��。外加熱式噴嘴的熱量利用率較低����,加熱圈周圍要有3~5㎜的絕熱氣隙。
4 H4 `+ S$ u4 X) F; O
接觸式噴嘴多型腔熱流道注射模具
, b m# h4 O9 l" }1 T# Q
1-定模地板�����;2-墊塊�;3-止轉(zhuǎn)柱銷;4-堵頭�;5-加熱器;6-熱流道板��;7-側(cè)支板�����;8-直接接觸式噴嘴����;9-加熱圈�����;10-定模型腔板���;11-動(dòng)模板
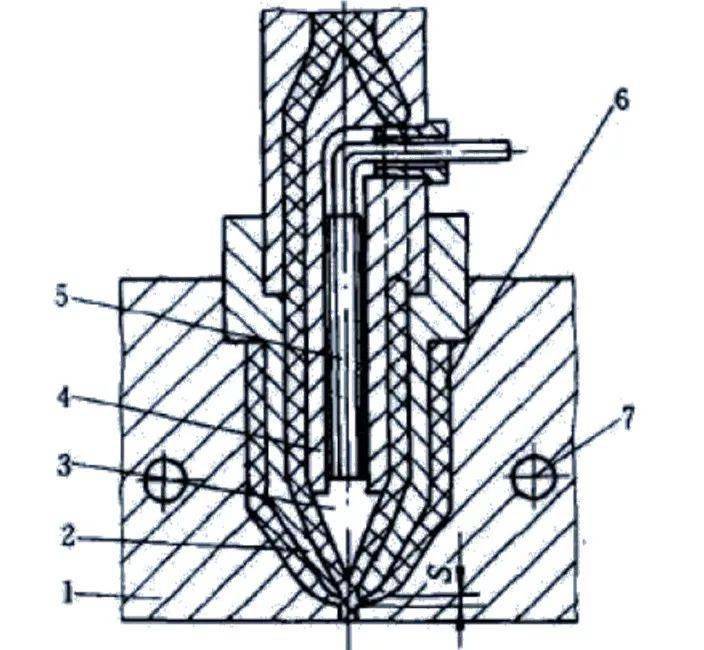
②內(nèi)加熱式噴嘴
熱量來(lái)自分流梭中央的加熱棒。加熱棒功率可由電壓調(diào)節(jié)��。分流梭四周的熔體通道間隙一般為3~5㎜為好���。間隙小����,流動(dòng)阻力大����,散熱快����;間隙大,熔體徑向溫差大����。若噴嘴較長(zhǎng)時(shí),需用電熱圈輔助外加熱。
內(nèi)加熱式噴嘴由于高溫錐形尖端伸入澆口��,故溫度可得到有效控制���。
, y# G5 b" }" w- L1 o; p* O
內(nèi)熱式熱流道噴嘴
/ Q' `8 T) ?2 w% J* B* f; O' A
1-定模板�����;2-噴嘴����;3-錐形尖�;4-分流棱;5-加熱棒���;6-絕熱層��;7-冷卻水孔���。
3)針閥式噴嘴
用一根可啟閉的針形閥芯置于噴嘴中,使?jié)部诔蔀殚y門����。注射保壓階段開(kāi)啟�;冷卻階段關(guān)閉�����。澆口直徑可增大���,避免了異物的堵塞�����,還可防止?jié)部谌垠w的流延和拉絲��。適合各種粘度�����,尤其是低粘度的塑料�。
閥芯的啟閉可由熔體壓力或液壓力驅(qū)動(dòng)���。
6 u" \) T/ B) }
彈簧針閥式熱流道噴嘴
$ f/ U+ a0 u. C2 {) ^2 A
1-定模底板;2-熱流道板�;3-壓環(huán);4-壓縮彈簧�;5-活塞桿���;6-定位圈;7-主流道襯套��;8-加熱圈�����;9-針閥芯����;10-隔熱層;11-加熱圈��;12-噴嘴體�;13-噴嘴頭;14-定模型腔板�����;15-脫模板�;16-型芯
閥式噴嘴的成型特點(diǎn):
•制品表面不留澆口痕跡,澆口處表面平滑�����。
•能使用較大直徑的澆口,加快型腔填充速度��。降低注射壓力�,減小制品變形。
•防止開(kāi)模時(shí)澆口出現(xiàn)拉絲或流延現(xiàn)象�。
•注射機(jī)螺桿后退時(shí),可防止模腔中熔料倒流���。
•能配合順序控制以減小制品熔接痕�����。
- M% H x6 u6 ~3 M7 h" O
(4)熱流道系統(tǒng)的熱平衡與溫度控制
1)熱流道系統(tǒng)熱平衡的要求
熱流道系統(tǒng)必須滿足熱平衡要求�,其熱量損失應(yīng)有加熱補(bǔ)償����,理想狀態(tài)下的熱流道系統(tǒng)應(yīng)是等溫狀態(tài)。對(duì)熱流道系統(tǒng)控制的要求是�,保持所需溫度的偏差最小。為此����,應(yīng)滿足以下條件:
•加熱元件功率的準(zhǔn)確設(shè)計(jì)�����;
•加熱元件在系統(tǒng)結(jié)構(gòu)中安裝正確;
•合理確定加熱位置和測(cè)溫點(diǎn)��;
•充分的絕熱措施和效果��。
從使用者的角度�����,應(yīng)滿足的條件為:
•耐用性好��;
•更換容易����;
•抗損傷性、耐腐蝕好��,不易泄漏�����;
, v' w8 p5 t. u$ G. @ I5 Y
•線路連接安全可靠���。
2)加熱器的類型
熱流道模具常用的加熱器有:
•噴嘴加熱常用線圈和帶式線圈加熱器��;
•流道板加熱常用棒式和管式加熱器���。
9 M1 p7 W& N+ \6 m e
3) 熱流道系統(tǒng)的溫度控制
•準(zhǔn)確的溫度控制是實(shí)現(xiàn)熱流道系統(tǒng)自動(dòng)工作的關(guān)鍵因素�。常用的方法是用溫控表控制接觸器�。
•其控制原理是通過(guò)判斷模具溫度的高低來(lái)控制加熱元件的開(kāi)合。當(dāng)模具溫度低于設(shè)定值時(shí)���,接觸器閉合�����,全部電壓加在加熱元件上��,其溫度快速上升�����;當(dāng)溫度達(dá)到設(shè)定值時(shí)���,接觸器斷開(kāi)。
•熱電偶安裝在流道附近��。熱電偶測(cè)溫的滯后性使其溫控精度較低。而脈沖調(diào)寬式熱流道溫控系統(tǒng)的輸出控制器件選用大功率雙向可控硅輸出����,工作穩(wěn)定���,性能可靠�����,加熱元件使用壽命長(zhǎng)����。
% [+ v. c U3 K1 u' ~
(5)無(wú)流道凝料模具的應(yīng)用實(shí)例
' ^+ n; p% B% R+ k) r
06
熱固性塑料無(wú)流道凝料注射模具
熱固性塑料的無(wú)流道凝料注射成型用溫流道注射模具�。
1. 成型原理
溫流道注射成型時(shí)要使流道內(nèi)的塑料象在注射機(jī)料筒內(nèi)一樣始終保持熔融狀態(tài)。為此��,須在模具的流道處獨(dú)立設(shè)置一個(gè)低溫區(qū)��,溫度大致在105~110℃范圍����。溫流道板采用熱水或熱油循環(huán)保溫,經(jīng)測(cè)溫和調(diào)溫系統(tǒng)帶走或補(bǔ)充熱量�。模具型腔是高溫區(qū),溫度在145~180℃左右。物料注入型腔后在受熱與承壓條件下交聯(lián)固化���,生成網(wǎng)狀結(jié)構(gòu)的不熔不溶物質(zhì)�。低溫區(qū)與高溫區(qū)之間的絕熱是溫度控制的關(guān)鍵�����,它們之間通常用石棉水泥板或環(huán)氧玻纖板絕熱�����。同時(shí)還需對(duì)定模固定板和動(dòng)模固定板絕熱�����。氣隙絕熱也是常用的隔熱手段��。溫流道板和噴嘴四周均有氣隙�����。噴嘴處于高����、低溫的界面�����,應(yīng)該用導(dǎo)熱性差的合金鋼制造�����,也可用PI等高強(qiáng)度塑料鑲于噴嘴口,噴嘴的上端需通過(guò)調(diào)溫介質(zhì)維持低溫��。
溫流道注射成型要求物料在流道中保持良好的流動(dòng)性�,且對(duì)壓力敏感,進(jìn)入高溫型腔后又能快速固化�。
溫流道注射成型可節(jié)省15%~35%的原料,且能一模多件生產(chǎn)���,是很有前途的成型工藝��。但它對(duì)溫度控制要求嚴(yán)格����,技術(shù)難度大����,模具成本高�����。
+ V0 j! H5 P' G/ E
2. 溫流道注射模具的結(jié)構(gòu)
1)多型腔溫流道注射模具的結(jié)構(gòu)
1-動(dòng)模固定板�����;2-推板�;3-推桿固定板�����;4-推桿��;5-絕熱板��;6-加熱棒��;7-動(dòng)模墊板�;8-動(dòng)模板;9-凹模鑲塊���;10-型芯���;11-定模板��;12-水孔��;13-溫流道板��;14-定位環(huán)��;15-隔熱板��;16-定模固定板��;17-側(cè)板;18-鎖模板�;19-絕熱板;20-噴嘴�。
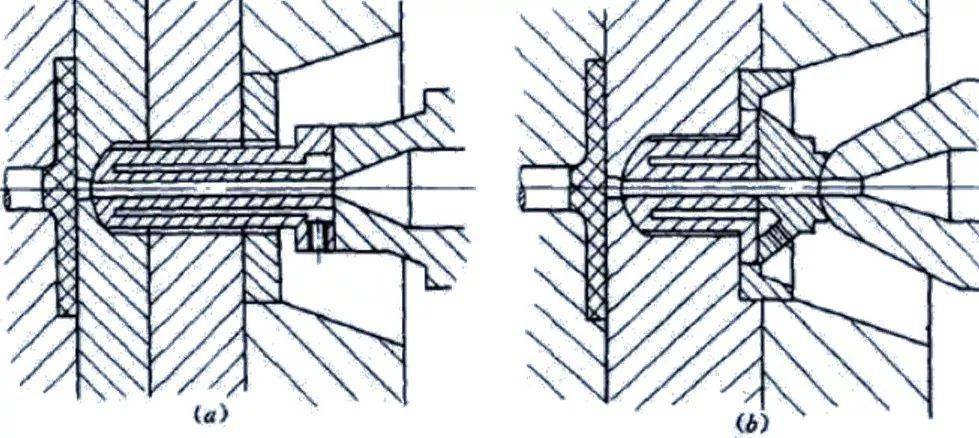
2)單型腔溫主流道注射模具
對(duì)于一模一腔的熱固性塑料注射模,可專門設(shè)計(jì)和制造由調(diào)溫介質(zhì)控制溫度的噴嘴替代原注射機(jī)噴嘴�����,延伸到模具中�����。
延伸式噴嘴直接同澆口相接��,成型后塑件上留下疤痕。噴嘴四周有氣隙絕熱�����,注射保壓后噴嘴離開(kāi)模具�����。噴嘴溫控嚴(yán)格����,過(guò)冷過(guò)熱均會(huì)使物料固化。隔套式噴嘴當(dāng)注射發(fā)生故障時(shí)能很方便地去除固化物��。
: l7 [) Z" F% c* T# D; N( b
(a)延伸式噴嘴 (b)套式噴嘴
- x: U0 \" _9 g6 D. M" V9 N) u# N( V
3. 模具設(shè)計(jì)要點(diǎn)
1)溫流道板與模板之間必須有良好的絕熱措施��,防止流道板溫度升高�,產(chǎn)生故障。
2)模溫須準(zhǔn)確控制��,允許在5℃范圍內(nèi)波動(dòng)�。流道板與各噴嘴應(yīng)分別控溫。
3)溫流道應(yīng)采用圓形截面�����,以利于熔體保溫和填充流動(dòng),一般直徑為6~8㎜��。有纖維填料時(shí)應(yīng)取較大值�����。流道不應(yīng)有死角和凹槽等滯料區(qū)����。流道表面粗糙度應(yīng)與型腔一致,最好鍍鉻以保證耐磨性�。
4)噴嘴孔徑一般不小于4㎜,并帶有0.5°~1°的倒錐��,便于澆口脫模����。
5)溫流道板上應(yīng)分設(shè)分型面�����,并配有掛鉤式的開(kāi)合鎖板�,以備從流道內(nèi)取出固化物的需要。
6)流道容積應(yīng)比一次注射塑料的總體積小��,防止塑料熔體在流道內(nèi)停留時(shí)間過(guò)長(zhǎng)而固化
| 歡迎光臨 機(jī)械社區(qū) (http://www.xa-space.com/) |
Powered by Discuz! X3.5 |