機(jī)械社區(qū)
標(biāo)題: 焊接圖紙符號(hào)解析����,總算整理全了 [打印本頁(yè)]
作者: 張麻子 時(shí)間: 2018-8-2 16:39
標(biāo)題: 焊接圖紙符號(hào)解析��,總算整理全了
; d& u; ?- O+ |! O
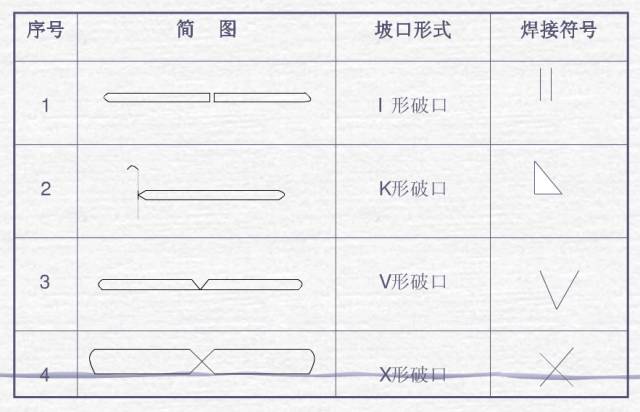
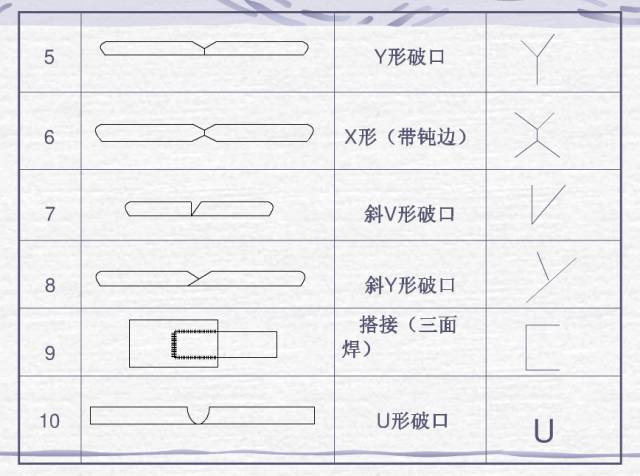
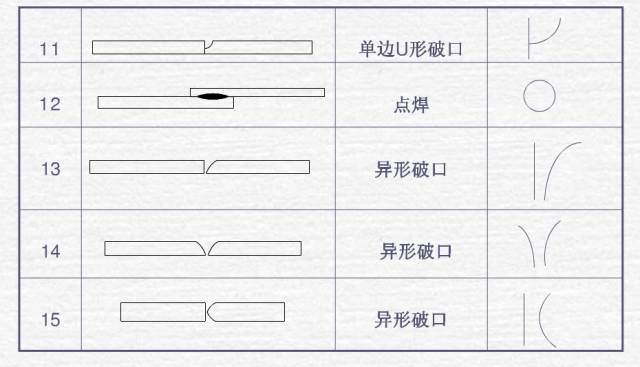
坡口符號(hào)
(注:圖中“破”應(yīng)為“坡”)
焊接圖紙符號(hào)標(biāo)注圖解示例
5 R4 F" M) P( Z2 j
焊接符號(hào)標(biāo)注實(shí)例及方法
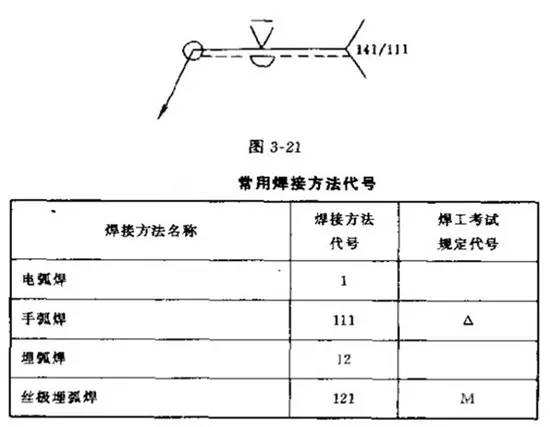
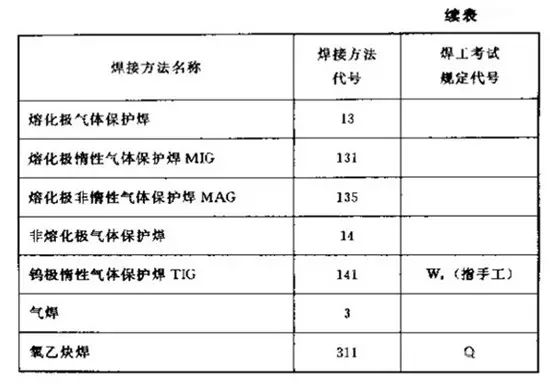
在焊接結(jié)構(gòu)圖樣上���,焊接方法可按國(guó)家標(biāo)準(zhǔn)GB5185-85的規(guī)定用阿拉伯效字表示,標(biāo)注在指引線的尾部����。常用焊接方法代號(hào)見(jiàn)表3-9所示。如果是組合焊接方法�����,可用“/”分開(kāi),左側(cè)表示正面(或蓋面)的焊接方法����,右側(cè)表示背面(或打底)焊接方法。例如V形焊縫先采用鎢極氫弧焊打底�����,后用手工電弧焊蓋面���,則表示為141/111���。
焊縫符號(hào)和焊接方法代號(hào)標(biāo)注示例見(jiàn)圖3-21所示。該圖表示V形坡口對(duì)接焊縫��,背面封底焊�,正面焊縫表面齊平,焊接方法為打底焊用手工鎢極氮弧焊�����,蓋面焊和封底焊用手工電弧焊�。
5 o+ R* j" B4 B+ I
焊接方式代號(hào)
焊接符號(hào)表示方法
( r$ p) u: K7 Z2 o0 J. s) f
鋼結(jié)構(gòu)焊接符號(hào)含義大全
鋼結(jié)構(gòu)焊接符號(hào)也是依據(jù)GB324一1988《焊縫代號(hào)》來(lái)繪制���。鋼結(jié)構(gòu)一般屬于建筑學(xué)科,屬于建筑行業(yè)���。因此在鋼結(jié)構(gòu)焊接符號(hào)的標(biāo)注中經(jīng)常伴隨有建筑符號(hào)����、型鋼符號(hào)����、螺栓符號(hào)及鉚釘符號(hào)等。
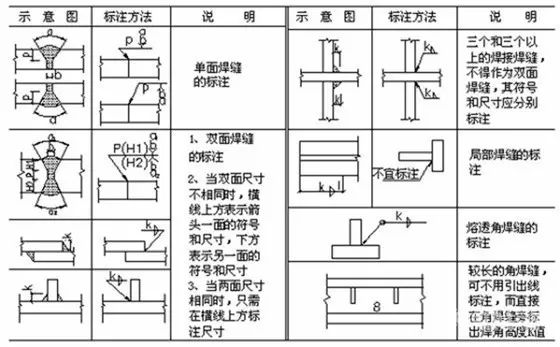
鋼結(jié)構(gòu)焊縫符號(hào)表示的方法及有關(guān)規(guī)定
1�����、焊縫的引出線是由箭頭和兩條基準(zhǔn)線組成���。其中一條為實(shí)線,另一條為虛線����,線型均為細(xì)線。
2�����、基準(zhǔn)線的虛線可以畫(huà)在基準(zhǔn)線實(shí)線的上側(cè),也可畫(huà)在下側(cè)����,基準(zhǔn)線一般應(yīng)與圖樣的標(biāo)題欄平行,僅在特殊條件下才與標(biāo)題欄垂直��。
3�、若焊縫處在接頭的箭頭側(cè),則基本符號(hào)標(biāo)注在基準(zhǔn)線的實(shí)線側(cè);若焊縫處在接頭的非箭頭側(cè)����,則基本符號(hào)標(biāo)注在基準(zhǔn)線的虛線側(cè)。
4��、當(dāng)為雙面對(duì)稱(chēng)焊縫時(shí)����。基準(zhǔn)線可不加虛線�。
5、箭頭線相對(duì)焊縫的位置一般無(wú)特殊要求��,但在標(biāo)注單邊形焊縫時(shí)箭頭線要指向帶有坡口一側(cè)的工件�。
6���、基本符號(hào)、補(bǔ)充符號(hào)與基準(zhǔn)線相交或相切�����,與基準(zhǔn)線重合的線段�,用粗實(shí)線表示。
7����、焊縫的基本符號(hào)、輔助符號(hào)和補(bǔ)充符號(hào)(尾部符號(hào)除外)一律為粗實(shí)線�����,尺寸數(shù)字原則上亦為粗實(shí)線�,尾部符號(hào)為細(xì)實(shí)線,尾部符號(hào)主要是標(biāo)注焊接工藝�、方法等內(nèi)容。
8���、在同一圖形上,當(dāng)焊縫形式���、斷面尺寸和輔助要求均相同時(shí)���,可只選擇一處標(biāo)注焊縫的符號(hào)和尺寸�。并加注“相同焊縫的符號(hào)”�����,相同焊縫符號(hào)為3/4圓弧����,畫(huà)在引出線的轉(zhuǎn)折處。
在同一圖形上�����,有數(shù)種相同焊縫時(shí)����,可將焊縫分類(lèi)編號(hào),標(biāo)注在尾部符號(hào)內(nèi)�,分類(lèi)編號(hào)采用A,B,C......在同一類(lèi)焊縫中可選擇一處標(biāo)注代號(hào)。
9����、熔透角焊縫的符號(hào)應(yīng)按圖1-38方式標(biāo)注�����。熔透角焊縫的符號(hào)為涂黑的圓圈��,畫(huà)在引出線的轉(zhuǎn)折處���。
10、用形中較長(zhǎng)的角焊縫(如焊接實(shí)腹鋼梁的翼緣焊縫)����,可不用引出線標(biāo)注,而直接在角焊縫旁標(biāo)注焊縫尺寸值K�。
11、在連接長(zhǎng)度內(nèi)僅局部區(qū)段有焊縫時(shí)���,按圖1-40標(biāo)注�。K為角焊縫焊腳尺寸�����。
12���、當(dāng)焊縫分布不規(guī)則時(shí)���,在標(biāo)注焊縫符號(hào)的同時(shí)。在焊縫處加中實(shí)線表示可見(jiàn)焊縫����,或加?xùn)啪€表示不可見(jiàn)焊縫。
13��、相互焊接的兩個(gè)焊件�����,當(dāng)為單面焊帶雙邊不對(duì)稱(chēng)坡口焊縫時(shí)�,引出線箭頭指向較大坡口的焊件。
14���、環(huán)繞工作件周?chē)膰缚p符號(hào)用圓圈表示�����,畫(huà)在引出線的轉(zhuǎn)折處����,并標(biāo)注其焊角尺寸K。
15����、三個(gè)或三個(gè)以上的焊件相互焊接時(shí),其焊縫不能作為雙面焊縫標(biāo)注�,焊縫符號(hào)和尺寸應(yīng)分別標(biāo)注。
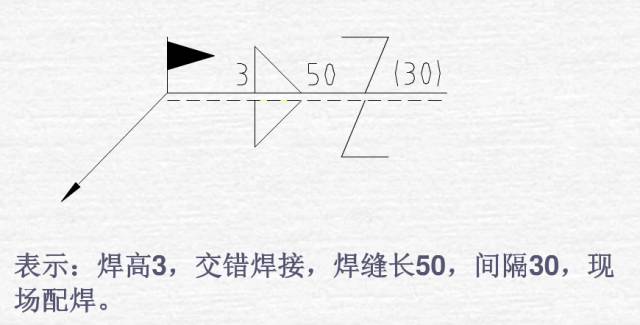
16�����、在施工現(xiàn)場(chǎng)進(jìn)行焊接的焊件其焊縫需標(biāo)注“現(xiàn)場(chǎng)焊縫”符號(hào)?��,F(xiàn)場(chǎng)焊縫符號(hào)為涂黑的三角形旗號(hào)�,繪在引出線的轉(zhuǎn)折處���。
17�、相互焊接的兩個(gè)焊件中���,當(dāng)只有一個(gè)焊件帶坡口時(shí)(如單面V形)�,引出線箭頭是指向帶坡口的焊件
7 \1 x0 L. [( E$ w5 r- |
舉例
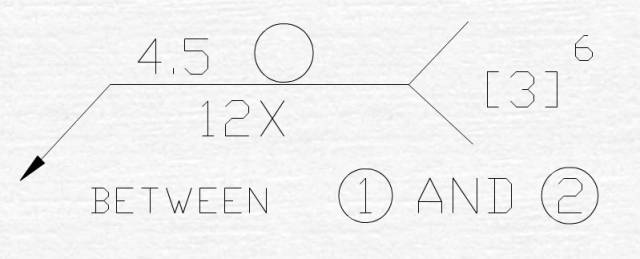
歐美焊接符號(hào)舉例
4.5------表示焊點(diǎn)直徑
【3】------根據(jù)圖示說(shuō)明��,表示此項(xiàng)為CC項(xiàng)或者SC項(xiàng)
6-------表示此處為第六CC項(xiàng)或者SC項(xiàng)
BETWEEN①AND②------表示①件和②件倆點(diǎn)之間的焊點(diǎn)
12X------表示倆點(diǎn)之間的焊點(diǎn)個(gè)數(shù)為12個(gè)
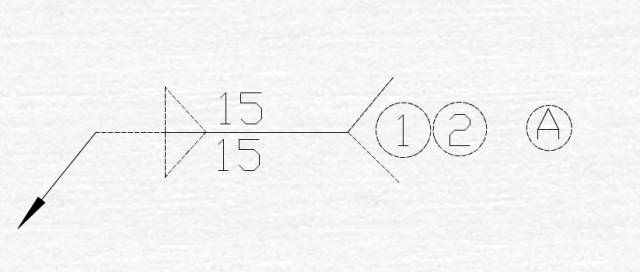
日本焊接符號(hào)舉例
A------根據(jù)圖示�����,表示關(guān)鍵或重要特性
m& e9 U( a% T
% q; |5 B; O3 J% ^% ]8 q1 F- k$ y* L. J' k
作者: 擦肩而_IL2jJ 時(shí)間: 2018-8-2 16:48
不錯(cuò),又漲知識(shí)了
作者: 星-星 時(shí)間: 2018-8-2 17:02
謝謝分享����!
作者: xinjiyuan丶 時(shí)間: 2018-8-2 17:11
頂
作者: xxx1060 時(shí)間: 2018-8-2 20:51
非常非常的全面,很感謝分享���!
作者: 遠(yuǎn)祥 時(shí)間: 2018-8-2 21:37
厲害了,給贊
作者: a605548969 時(shí)間: 2018-8-3 08:25
又學(xué)一招
作者: 給你定時(shí)關(guān)機(jī) 時(shí)間: 2018-8-3 17:41
學(xué)到了
9 Y3 c; v8 C. B& ]# {
作者: 5555a 時(shí)間: 2018-8-19 08:16
學(xué)習(xí)了 謝謝
作者: 702736 時(shí)間: 2018-8-19 18:24
好好好
作者: xgy930117 時(shí)間: 2018-8-19 21:26
學(xué)習(xí)學(xué)習(xí)
z1 a) S' r0 S
作者: 朱丁丁 時(shí)間: 2024-3-5 14:32
感謝分享
) ]$ v5 B/ a+ d5 Q1 l
& |2 Z7 I- ~$ g
作者: 油泵JH 時(shí)間: 2024-3-5 15:58
感謝指導(dǎo)
作者: sgming888 時(shí)間: 2024-3-6 10:56
6 F3 a# X+ B3 i+ z7 I7 d
謝謝分享��!
作者: 蔚藍(lán)志海 時(shí)間: 2024-3-7 09:41
+ {" e1 {* ?/ q- B: V
謝謝分享�!
作者: master147258 時(shí)間: 2024-3-22 16:25
漲了
作者: 馬步魚(yú) 時(shí)間: 3 天前
感謝分享
| 歡迎光臨 機(jī)械社區(qū) (http://www.xa-space.com/) |
Powered by Discuz! X3.5 |